Содержание
Впервые люди начали изготавливать строительный кирпич еще в глубокой древности, в 3-2 тысячелетии до н.э. Несмотря на многовековую историю, кирпич и на сегодняшний день является одним из самых востребованных строительных материалов, которому присущи отменные эксплуатационные и технические характеристики. С течением времени технологии изготовления строительного материала усовершенствовались, и расширился ассортимент товаров. Поэтому производство каждого вида кирпича необходимо рассматривать как отдельный уникальный технологический процесс.

Основные виды кирпича
Перед тем как начать организовывать собственный бизнес необходимо ознакомиться с основными видами кирпича.
По способу изготовлению кирпич принято классифицировать на два вида:
- Силикатный кирпич, основными компонентами которого являются: кварцевый песок, вода, воздушная известь.
- Керамический кирпич, изготовляемый из глины.
В зависимости от цвета материала выделяют виды кирпича:
Классификация кирпича в соответствии со сферой применения:
- Строительный кирпич – строительный материал, используемый при кладке стен и впоследствии обрабатываемый штукатуркой. Различают два вида строительного кирпича: полнотелый и пустотелый.
- Облицовочный кирпич – гладкий брусок, содержащий множество пустот в «теле». Используется для отделки и украшения зданий и сооружений.
- Клинкерный кирпич – строительный материал, используемый для покрытия дорог.
- Гиперпрессованый кирпич используется для внешней отделки зданий и строительных сооружений.
Производство силикатного кирпича

Технологический процесс изготовления силикатного кирпича включает основные этапы:
1. Подготовка и приготовление смеси начинается с дозировки основных компонентов

На каждом отдельном предприятии доля извести в составе смеси может варьироваться от 6 до 8 %. Перед формированием силикатной массы известь проходит контроль на активность, а на бункерных весах осуществляется отваживание необходимого количества песка. Для окончательной подготовки смеси используется вода, которая позволяет завершить реакцию гашения извести и сформировать силикатную массу, пластичную, легко подвергающуюся формированию готовых товаров.
Известково-песчаную смесь готовят двумя методами:
- барабанным способом;
- силосным способом.
2. Прессование кирпича-сырца – многоуровневый и сложный технологический процесс

В результате прессования происходит уплотнение смеси до однородной силикатной массы.
Полусухое прессование кирпича-сырца осуществляется в такой последовательности действий:
- наполнения прессовых коробок приготовленной смесью;
- прессования сырца;
- передвижения сырца на поверхность стола;
- снятия кирпича-сырца со стола;
- помещение сырца на запарочные вагонетки.
3. Автоклавная обработка кирпича – осуществляется посредством тепло-влажной обработки в автоклаве

Обработка кирпича в автоклаве осуществляется в результате повышения давления водяного пара 0,8+1,2 мПа и температуры до +190 °С. Общая длительность производственного процесса может составлять около 12 часов.
Производство керамического кирпича

Производство красного кирпича состоит из таких этапов:
1. Добычи сырья

Перед тем как начать добычу глину осуществляется съем внешних слоев чернозема. Для добычи сырья используется такое оборудование как бульдозер и экскаватор.
2. Формовки сырца

Глина, отощающие и выгорающие добавки транспортируется автосамосвалом в приемный бункер. Далее сырье перемещается транспортером на вальцы, осуществляющие грубый помол. Затем исходная смесь обрабатывается вальцами тонкого помола и после тщательного измельчения подается на пресс для производства кирпича.
3. Сушки кирпича в естественных условиях или в специальной сушильной камере
Условия производства кирпича из глины должны включать постепенный подъем температуры в сушильной камере и исключение движения воздуха. Благодаря соблюдению условий влага равномерно испаряется из кирпичной массы. Высушенное изделие определяется по цвету и типу поверхности. Сухой керамический кирпич имеет ровную и гладкую поверхность и светлого цвета.
4. Обжиг кирпича-сырца — завершающий этап производственного процесса

Процесс обжига изделий осуществляется в специальных печах, на конвейерных линиях которых существует подготовительная зона, нагревающая кирпич, зона обжига и зона охлаждения. Этот этап производства наиболее ответственный, ведь от него зависят технические характеристики готового изделия, которые должны соответствовать требованиям ГОСТа 530-2007.

Производство клинкерного кирпича
Технология производства строительного клинкерного кирпича аналогична производственному процессу получения керамического кирпича. Основное отличие – состав смеси и температура обжига. Поскольку при изготовлении клинкерного кирпича используют тугоплавкую сланцевую глину, то и обжиг продукции осуществляется при температуре свыше 1500 ° С.
Документы и разрешения, необходимые для производства кирпича
Кирпич – строительный материал, который должен сертифицироваться в соответствии с государственными стандартами по таким показателям:
- Отклонению от установленных стандартов, ГОСТ – 530-2007;
- Отклонению от перпендикулярности граней, ГОСТ – 530-2007;
- Предел прочности во время сжатия должен соответствовать МПа ГОСТ – 8462-85;
- Предел прочности при изгибе — МПа ГОСТ – 8462-85;
- Водопоглощение кирпича, ГОСТ – 530-2007;
- Наличие известковых включений контролируется ГОСТ – 530-2007;
- Морозостойкость, ГОСТ – 7025-91;
- Внешний вид кирпича, ребра, поверхность граней, ГОСТ – 530-2007;
- Коэффициент теплопроводности, ГОСТ – 7076-99;
- Удельная активность, ГОСТ–30108-94.
Для того чтобы открыть собственное мини производство по изготовлению строительных товаров необходимо получить разрешение с соответствующими нормами ПДВ (предельно допустимых выбросов).
Технология производства кирпича
Способы изготовления и технологии производства строительного материала усовершенствовались на протяжении длительного времени.
На сегодняшний день выделяют две технологии изготовления кирпича:
1. Технология обжига, которая применяется при производстве керамического кирпича. Технология подробно рассмотрена в технологическом процессе изготовления керамических изделий. В результате применения технологии на заводах, осуществляется и производство строительного кирпича;
2. Технология безобжигового кирпича. При этой технологии используется трибо- и гипер-прессование. В соответствии с технологией осуществляется производство гиперпрессованого кирпича. Основное отличие данной технологии от предыдущей – завершающий этап производства, в течение которого кирпич помещается в пропарочные камеры, выдерживается при температуре около 70 °С на протяжении 10 часов. В течение производственного процесса этап обжига отсутствует и гиперпрессованный кирпич выдерживается естественным путем.
Создание бизнес-плана для строительства завода по производству облицовочного кирпича способом полусухого прессования
Осуществлять производство кирпича можно в домашних условиях, однако, в ограниченном объеме готовой продукции. Для изготовления кирпича на дому необходим станок, работающий от электросети.

Особенности домашнего производства строительного материала включают наличие источника сырья и необходимого оборудования, тогда вид деятельности будет выгодным и рентабельным. Данный вид производства не требует огромных капиталовложений денежных средств, однако он не способен удовлетворить потребности современного рынка.
Именно поэтому целесообразно составить бизнес-план и организовать работу мини-завода, мощность которого будет составлять 20 млн. единиц продукции.
Создавая бизнес-план необходимо определить объем инвестиций, который состоит из таких статей расходов:
1. Строительства мини-завода – 114133 000 рублей, а именно:
- научно-исследовательских работ – 2713 000 рублей;
- возведения зданий и сооружений – 7 230 000 рублей;
- покупки технологического оборудования – 47419 000 рублей;
- дополнительного технологического, вспомогательного оборудования – 8007 000 рублей;
- туннельной печи и обжиговых вагонеток – 21 040 000 рублей;
- строительно-монтажных работ – 25126000 рублей;
- прочих работ – 2448000 рублей;
- приобретения оргтехники – 150000 рублей.
2. Разработки месторождения – 19666 тыс. рублей, а именно:
- проектно-изыскательских работ – 408000 рублей;
- свода лесов – 2281000 рублей;
- строительства дорог – 2216000 рублей;
- приобретения строительных вагонов – 1350000 рублей;
- приобретения автотранспорта: автомобиля КамАЗ (10 шт.), экскаватора ЕТ-14, бульдозера Б-170 по 2 шт. – 8773000 рублей.
3. Оборотных средств – 1555000 рублей;
4. общая сумма инвестиций составляет – 135354000 рублей.
Линия по производству облицовочного кирпича должна состоять из такого основного технологического оборудования:
- Грохотка;
- Дробилка;
- Приемный бункер;
- Бетономешалка;
- Установок формирования;
- Двухрукавная течка;
- Подъемник;
- Компрессор;
- Выходной бункер.
Мощность мини-завода по изготовлению кирпича составляет 20 млн. штук изделий в год. Средняя стоимость 1000 шт. изделий составляет 5000 рублей с учетом НДС.
Годовые затраты на закупку сырья и материалов составляют 6,06 млн. рублей.
Затраты на электроэнергию в течение года будут равны 8,66 млн. рублей.
Затраты на тепловую энергию ( в год) – 4,04 млн. рублей.
Среднесписочная численность рабочих для данного предприятия должна составлять не менее 120 человек, тогда годовой фонд оплаты труда для персонала составит 10,2 млн. рублей.
Сумма отчислений на амортизацию основных фондов – 11197100 рублей.
В результате наличия вышеперечисленных показателей можно рассчитать себестоимость готового товара, которая равна 2755, 1 рублей.
Осуществив расчеты интегральных показателей, были установлены такие значения:
- Период окупаемости мини-завода – 68 месяцев;
- Дисконтированный период окупаемости предприятия – 91 месяц;
- Внутренняя норма рентабельности – 17,75 %;
- Чистый приведенный доход – 8951000 рублей.
В заключение необходимо отметить, что производство облицовочного кирпича выгодно и рентабельно. Данный вид бизнеса имеет серьезные перспективы в будущем, ведь спрос на продукцию не подвержен сезонности и спаду.
Виды кирпича

Существует множество разновидностей кирпича, среди всех типов можно выделить основные параметры различия:
-
материал изготовления степень наполнения размер применение
Теперь давайте разберемся и рассмотрим каждую характеристику отдельно.
Различие по материалу изготовления

Силикатный кирпич — его основу составляет кварцевый песок (80-90%), известь (10-15%) и вода.
Керамический кирпич — основной компонент это мелкие фракции глины с одного слоя.
Гиперпрессованный — в состав этого типа кирпича входит цемент (
20%), он служит связующим материалом. Основу составляет: известняк, отходы от разработок камня, мрамора или мергеля.
Степень наполнения

Полнотелый — из названия понятно, что это кирпич не имеющий в себе отверстий. Он обладает высокой прочностью, но хуже сохраняет тепло. Несущие стены и кладку для печи делают только из такого кирпича.
Пустотелый — можно разбить на 2 типа: с техническими отверстиями и щелевой. Первый имеет пустоты с одной стороны, второй сквозной. Такой кирпич обладает меньшей прочностью и жаростойкостью, но очень высокой тепло-шумоизоляцией. Именно благодаря камерам с сухим воздухом эта характеристика повышена. Также этот кирпич более экономичен, так как для его производства требуется меньше сырья. Подавляющее большинство облицовочных стен и перегородок делают именно из таких кирпичей.
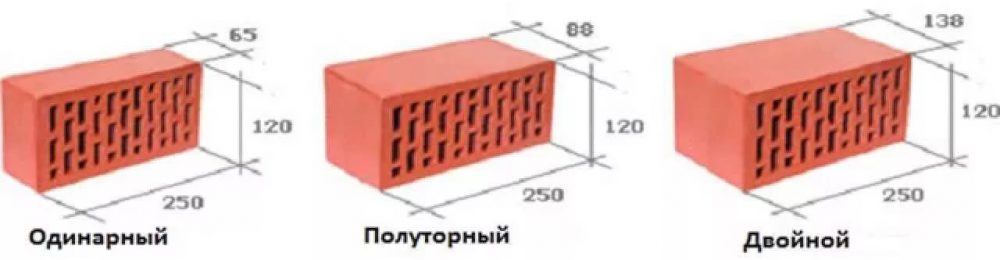
Размер
Существует 3 основных размера:
- одинарный — 250*120*68 мм
- полуторный — 250*120*88 мм
- двойной — 250*120*138 мм
Применение
Рядовой (строительный) — широко используется в строительстве стен, домов.
Облицовочный (лицевой, фасадный) — имеет красивый внешний вид, идеально гладкую или искусственно сколотую (рваный камень) поверхность, используется для внешней отделки.
Клинкерный — также используется для облицовки, делается из чистой и тугоплавкой глины, имеет большое количество цветов.
Шамотный (печной) — высокая жароустойчивость, применяется для печной кладки.
Состав

Основой кирпича являются природные глинистые минералы, в том числе каолин и сланцы. Небольшие количества марганца, бария и других добавок смешиваются с глиной для получения разных оттенков, а карбонат бария используется для повышения химической стойкости кирпича к элементам.
В современных технологиях производства кирпича применяют многие другие добавки, в том числе побочные продукты из бумаги, аммониевые соединения, смачивающие агенты, флокулянты (вызывают образование частиц в виде свободных кластеров) и дефлокулянты (рассеивают такие кластеры). Некоторым глинам требуется добавление песка или грога ( подземный , предварительно сжигаемый материал, такой как лом кирпича).
Для производства кирпича определенной цветной или поверхностной текстуры используется широкий спектр материалов и способов покрытия. Чтобы создать типичное покрытие, песок (основной компонент) механически смешивается с некоторым типом красителя. Иногда для получения текстур поверхности добавляют флюс или фритту (стекло, содержащее красители). Флюс снижает температуру плавления песка, поэтому он может связываться с поверхностью кирпича. Могут использоваться и другие материалы, включая гранулированный и необожженный кирпич, нефелиновый сиенит и гранулированный агрегат.
Производство керамического кирпича

Начальный этап изготовления кирпича — дробление и измельчение сырья в сепараторе и щековой дробилке. Затем смесь ингредиентов, желаемых для каждой конкретной партии, выбирают и фильтруют перед отправкой на один из трех процессов формования кирпичей — экструзию, формование или прессование, первая из которых наиболее адаптируемая и, следовательно, наиболее распространена. После формования кирпичей и любых последующих процедур их сушат для удаления избыточной влаги, которая в противном случае могла бы вызвать растрескивание во время последующего процесса обжига. Затем их обжигают в печах, после чего охлаждают. Наконец, их снимают — автоматически складывают, обматывают стальными лентами и дополняют пластиковыми угловыми защитными устройствами.
Подготовка сырья
Во-первых, каждый из ингредиентов транспортируется в сепаратор, который удаляет негабаритный материал. Щековая дробилка с горизонтальными стальными пластинами затем сжимает частицы, делая их еще меньше. После того как сырье для каждой партии кирпичей было выбрано, сканирующий экран часто используется для разделения различных размеров материала. Материал правильного размера отправляется на бункеры хранения, а сверхразмерный материал поступает на дробилку, которая измельчает его быстро перемещающимися стальными молотками.
Экструзия

Экструзия наиболее распространенный метод формования кирпича. Измельченный материал и вода подается на один конец мопса, который использует ножи на вращающемся валу для прорезания и складывания материала в мелкой камере. Затем смесь подается в экструдер в дальнем конце мельницы.
Экструдер обычно состоит из двух камер. Первая удаляет воздух из грунтовой глины с помощью вакуума, тем самым предотвращая растрескивание и другие дефекты. Вторая камера — это цилиндр высокого давления, который уплотняет материал, чтобы шнек мог выдавливать его через матрицу. После его сжатия пластмассовый материал выталкивается из камеры, несмотря на специальное отверстие для штамповки. Поперечное сечение экструдированной колонны, называемой «мопс», формируется в форме матрицы. Сечения желаемой длины разрезаются по размеру с помощью вращающихся ножей или жестких проволок.
При формовании мягкая, влажная глина обычно помещается в деревянную коробку. Внутренняя часть ящика часто покрыта песком, который обеспечивает желаемую текстуру и облегчает удаление формованного кирпича из формы. Вода также может использоваться для облегчения выпуска.
Прессование, третий тип формирования кирпича, требует материала с низким содержанием воды. Материал помещают в матрицу, а затем уплотняют стальным поршнем при нужном давлении.
Снятие фаски кирпича

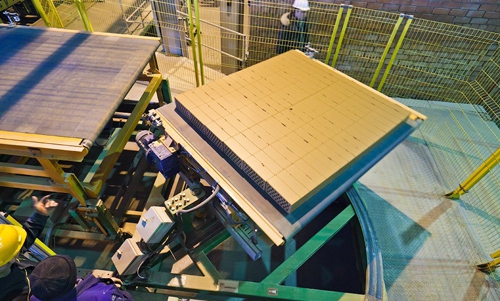
Станки для снятия фаски были разработаны для производства борозды из кирпича для таких применений, как мощение. Эти машины используют ролики для отступов кирпича при его экструзии. Они иногда оснащены проволочными резаками для снятия фаски и резки за один шаг. Такие машины могут производить до 20 000 единиц в час.
Покрытие
Выбор песчаного покрытия, также применяемого в качестве кирпича, экструдируется, зависит от того, насколько мягким или жестким является экструдированный материал. Для покрытия мягкого материала используется непрерывный вибрационный питатель, тогда как для текстурированного материала покрытие, при необходимости, нужно намазать или намотать. Для более твердых материалов используется прижимной ролик или сжатый воздух, а для чрезвычайно твердых материалов требуется пескоструйная обработка.
Сушка

Перед обжигом кирпича его необходимо высушить, чтобы удалить лишнюю влагу. Если эта влажность не удаляется, вода будет гореть слишком быстро во время обжига, вызывая растрескивание. Используются два типа сушилок. Туннельные сушилки используют автомобили для перемещения кирпича через контролируемые влажностью зоны, которые предотвращают растрескивание. Они состоят из длинной камеры, через которую медленно сдвигается посуда. Внешние источники горячего воздуха с циркуляцией вентилятора подаются в сушилку для ускорения процесса.
Также используются автоматические камерные сушилки, особенно в Европе. Экструдированные кирпичи автоматически помещаются рядами по двум параллельным стержням. Затем кирпичи подаются на специальные стойки с пальцевидными устройствами, которые содержат несколько пар стержней в нескольких слоях. Затем эти стойки переносятся с помощью рельсовых транспортных средств или подъемников в сушильные машины.
Обжиг

После формования и нанесения покрытия кирпичи высушиваются с использованием туннельных сушилок или автоматических камерных сушилок. Затем кирпичи автоматически загружаются на автомобили и перемещаются в большие печи, называемые туннельными печами. При обжиге кирпич затвердевает и укрепляется. После охлаждения кирпичи устанавливают и упаковывают.
Установка и упаковка
После того, как кирпич был обжиг и охлажден, он выгружается из машины в печь через процесс дезактивации, который был автоматизирован до такой степени, что практически все ручные блокировки кирпича устраняются. Были разработаны автоматизированные машины для установки, которые могут устанавливать кирпич со скоростью более 18 000 в час и могут поворачивать кирпич на 180 градусов. Обычно устанавливают рядами одиннадцать кирпичей в ширину, стопку обматывают стальными лентами и снабжают пластиковыми полосками, которые служат в качестве защитных устройств для угла. Затем упакованный кирпич отправляется на место работы, где он обычно разгружается с помощью грузовых автомобилей.
 Кирпич — это искусственный камень, произведенный из минеральных материалов, используемый в строительстве. Классическим материалом для производства кирпича является глина. Кирпич из глины известен с незапамятных времен. В основу технологии керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг. Но время не стоит на месте, и современные технологии позволяют изготавливать кирпич не только из глины, и не только традиционным способом, что позволяет получать изделия с разными характеристиками, увеличить прочность, улучшить геометрию, расширить цветовую палитру или устойчивость к действию внешних агрессивных факторов.
Кирпич — это искусственный камень, произведенный из минеральных материалов, используемый в строительстве. Классическим материалом для производства кирпича является глина. Кирпич из глины известен с незапамятных времен. В основу технологии керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг. Но время не стоит на месте, и современные технологии позволяют изготавливать кирпич не только из глины, и не только традиционным способом, что позволяет получать изделия с разными характеристиками, увеличить прочность, улучшить геометрию, расширить цветовую палитру или устойчивость к действию внешних агрессивных факторов.
Ниже кратко описаны основные методы производства кирпича.
Метод пластического формования
Способ производства кирпича пластическим формованием состоит из нескольких этапов:
- Добыча сырья (глины)
- Подготовка сырья. Глину увлажняют паром и интенсивно обрабатывают (это заменяет процесс вылеживания) до получения пластичной, удобно формируемой массы без крупных каменистых включений.
- Формование кирпича-сырца. Глиняная лента нарезается автоматическим устройством на кирпич-сырец. Размер таких кирпичей несколько больше требуемого, так как в процессе последующей обработки глина дважды (при сушке и обжиге) претерпевает усадку, достигающую 10-15%.
- Сушка. Важный и сложный этап производства кирпича. Простейший способ предохранить кирпич от растекания — сушить его медленно, то есть так, чтобы скорость испарения воды не превышала скорости ее миграции из внутренних слоев. По достижении влажности кирпича-сырца 6-8% его можно подавать на обжиг.
- Обжиг. Для обжига используют печи различной конструкции. Это и старые кольцевые печи, в которые кирпич укладывают и вынимают вручную, и современные туннельные, где кирпич обжигается в процессе продвижения его по печи. Температура обжига зависит от состава сырьевой массы и обычно находится в пределах 950-1000°С. Необходимую температуру обжига следует строго выдерживать до окончания процесса обжига.
Методом пластического формования производят полнотелый и щелевой керамический кирпич, теплую керамику, клинкерный кирпич. Кирпич, изготовленный данным способом, отличается низким водопоглощением, как следствие, высокой морозостойкостью и долговечностью.
При производстве поризованного кирпича (теплой керамики) используют добавки, например, опилки, которые, выгорая в процессе обжига, образуют поры, понижающие его плотность приблизительно на 30% и повышающие теплоизоляционные свойства. Небольшой вес таких изделий позволяет снизить нагрузку на нижележащие конструкции, и дает возможность производить крупноформатные блоки
Клинкерный кирпич обжигается при более высокой температуре. Технология и качество сырья обеспечивают более плотную структуру, повышенную прочность, морозостойкость, долговечность, но повышает теплопроводность.
 |
 |
 |
 |
Метод полусухого прессования
Сырьем для кирпича, производимого таким способом, также служит глина, но в отличие от пластического формования глина увлажняется до 6-7%, затем измельчается в порошок, из которого на специальных прессах поштучно формуется кирпич-сырец.
Такой сырец не требует сушки. Его можно обжигать сразу после формования. Кирпич полусухого прессования имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования, но, в то же время, он менее морозостоек, что сужает спектр его применения.
Производство шамотного кирпича
Шамотный кирпич изготавливают путем обжига спрессованного шамота — порошка из обожженной размолотой огнеупорной глины при температуре 1650°С. Шамот — зернистый материал, получаемый измельчением предварительно обожженной до температуры спекания глины. Его можно заменить измельченным браком керамических изделий.
Шамотный кирпич отличается высокой огнеупорностью, прочностью, устойчивостью к агрессивным средам, например, действию кислот и щелочей, не подвержен деформации.
Производство силикатного кирпича
При изготовлении силикатного кирпича не используется глина. Сырьевая смесь для производства силикатного кирпича содержит 90-95% песка, 5-10% молотой негашеной извести и некоторое количество воды.
Смесь тщательно перемешивается и выдерживается до полного гашения извести. После завершения этого процесса из смеси под большим давлением (15-20 МПа) прессуют кирпич, который направляют для твердения в автоклавы при давлении 0,9 МПа и температуре 175 °С. Кирпич твердеет за 8-14ч. Далее кирпич выдерживают 10-15 дней для карбонизации, в результате чего повышается его прочность и водостойкость.
Кирпич, полученный таким способом отличается ровными гранями с гладкой поверхностью, он не имеет тех дефектов, которые свойственны кирпичу, произведенному способом пластического формования, кроме того, силикатный кирпич отличается хорошей звукоизоляцией. Но он значительно тяжелее керамического кирпича, менее водо- и морозостоек, его теплопроводность выше, такой кирпич не может применяться в частях здания с влажным режимом: в санузлах, ванных комнатах, для кладки фундаментов, подвалов, цоколей.
Производство гиперпрессованного кирпича
Сырьем для изготовления гиперпрессованного кирпича служит смесь цемента, известняка (ракушечника), доломита и красителя. В качестве наполнителя также могут использоваться: кварцевый песок, отсевы доломита, мрамора, травертина, гранита и других пород.
Гиперпрессованный кирпич не требует обжига, технология изготовления включает в себя двустороннее прессование под очень высоким давлением (не менее 40 МПа) в специальных пресс-формах. После этого спрессованный кирпич должен пройти процедуру "созревания" в теплом помещении не менее 5 дней, в течение которых кирпич получает 60-70% своей конечной прочности.
Гиперпрессованный кирпич имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования. Такой кирпич может применяться для кладки фундаментов (полнотелый), несущих стен, облицовки фасада, при благоустройстве территории.






