Содержание
сварка плюс
Автор Неизвестно задал вопрос в разделе Техника
масса подключается минус или плюс сварочный аппарат и получил лучший ответ
Ответ от ?Высочества ГОРДОЕ Одиночество?[гуру]
. Съмотря что ВАРИШъ ☺
Источник: . попробуй + на (( массу у Чугуна ☺ или Нержавейки ток НЕ магнитной — Удачи !☺

Сварка полуавтоматом без газа обычной проволокой – это разновидность классической дуговой сварки.
Дуговая сварка представляет из себя технологический процесс с использованием тепловой энергии от электрической дуги. Электрическую дугу получают с помощью постоянного или переменного тока. Под действием этой тепловой энергии происходит плавление краёв свариваемых материалов. Причём может применяться как одна дуга, так и несколько, но у каждой дуги должен быть свой источник питания.
Классическая дуговая сварка
Классическую дуговую сварку можно подразделить по нескольким признакам :
- по видам электродов – на сварку плавящимися электродами и неплавящимися;
- по способу воздействия дуги на металл.
Плавящиеся электроды, в свою очередь, бывают трёх видов : проволочные, ленточные и штучные.
По видам воздействия дуги на металл классическую сварку можно классифицировать так:
- ручная сварка
- сварка с помощью электродов
- сварка с применением газа
- автоматическая сварка под флюсом

Что представляет из себя сварка полуавтоматом
Сварка полуавтоматом происходит при помощи непрерывно двигающегося электрода, который проходит через сварочную головку. Электродом в данном случае служит плавящаяся проволока. Проволока плавится под действием электрической дуги, длина дуги сохраняется постоянной при помощи привода. Но саму сварочную головку сварщик двигает вручную вдоль шва. В этом и заключается полуавтоматический процесс.
Сварку полуавтоматом возможно проводить двумя способами : с использованием газа и без использования газа.
Углекислая газовая среда применяется для того, чтобы защитить область сварки от попадания кислорода из окружающей среды. Иначе получившийся результат будет некачественным и недолговечным.

Но использование газа влечёт за собой ряд трудностей:
- необходимо постоянно иметь заправленный газовый баллон;
- регулярная заправка баллона требует определённых затрат;
- трудности с перемещением из-за присутствия баллона и другого оборудования.
Поэтому хорошим выходом является сварка полуавтоматом с применением проволоки. Используется так называемая флюсовая проволока. Она представляет из себя обычную проволоку с полостью внутри. Эта полость заполнена порошком – флюсом. При нагреве флюс выделяет некоторое количество газа, достаточное, чтобы окружить место сварки и защитить его от воздействия окружающего воздуха. Такая сварка имеет неоспоримые плюсы, а именно:
- подвижность оборудования для сварки
- возможность выбора любой проволоки в зависимости от того, какой материал будете сваривать.
Недостатки сварки с применением флюсовой проволоки
Кроме положительных моментов, сварка флюсовой проволокой имеет и ряд недостатков.
- качественная проволока недёшево стоит;
- необходимо приложить некоторые усилия для правильного выбора проволоки и самого аппарата;
- сам процесс требует иметь определённые навыки и умения.
Если вы хотите получить действительно качественный результат, вы остановитесь именно на этом способе.
Описание процесса полуавтоматической сварки без газа
- С помощью таблицы на сварочном аппарате выберите нужный показатель величины тока. Величина его зависит от толщины материала, который предстоит сваривать.
- С помощью сменных шестерней отрегулируйте необходимую вам скорость подачи проволоки. Шестерни должны прижимать проволоку так, чтобы она не проскальзывала. Но в тоже время , если прижимать проволоку слишком сильно, можно её повредить.
- Попробуйте сварить небольшой кусочек, чтобы экспериментальным путём подобрать режим. Если режим подобран правильно, дуга будет стабильной.
- Поставив переключатель подачи проволоки на положение “вперёд”, включаем подачу флюса кнопкой “пуск.” Наконечник погружается в сварочную зону и , чиркнув наконечником, зажигаем дугу и начинаем сварку.
- Сам процесс сварки. Движение головки должно быть не быстрым и, в то же время, не очень медленным. При этом сварщик должен неотрывно следить за процессом
Хочется отметить, что не имея определённых навыков, не стоит приступать к процессу сварки без газа в домашних условиях.
И не забывайте про технику безопасности, заранее позаботьтесь о защитной одежде.
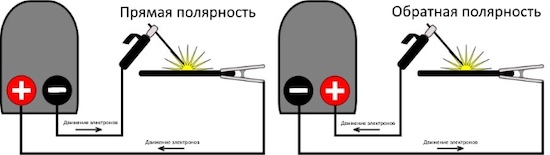
В зависимости от ряда факторов, сварочная дуга, подаваемая при сварке постоянным током, может иметь прямую или обратную полярность. В первом случае к обрабатываемым элементам подводится заряд «плюс», а к электроду — «минус». Обратная полярность при сварке отличается подачей к электроду «плюса» и «минуса» к детали. Подробнее о специфике методов — далее.
Особенности процессов
При прямой направленности кабель для сварки соединяет свариваемый элемент с положительной клеммой аппарата. Таким образом положительный заряд доходит от инвертора к заготовке; отрицательный же подается посредством электрододержателя.
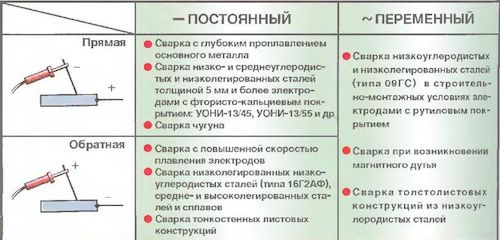
 Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
Обратная полярность при сварке инвертором — это подача отрицательного заряда на обрабатываемый металл, а положительного — на электрод. Ситуация с выделением тепла противоположная — на расходном элементе наблюдается избыточный нагрев, а у свариваемой заготовки — недостаточный. Поэтому обратную полярность при сварке используют, если необходимо минимизировать порчу заготовки при работе, а также для деликатных работ. Она используется для неразъемных соединений таких материалов, как:
- нержавеющая сталь;
- тонколистовой металл;
- высокоуглеродистая, либо легированная сталь;
- сплавы, восприимчивые к перегреву.
Наиболее известные виды сварки, где используется подача тока обратной направленности — флюсовая электродуговая и в среде защитных газов.
Закономерности выбора
Почему для одних работ выбирается обратная, а для других — прямая полярность при сварке? Ответим на сей вопрос, рассмотрев термические особенности процесса с использованием обратной направленности.
 При горении сварочной дуги на заготовке на конце электрода появляется пара участков, именуемых анодным и катодным пятнами. Разность их температур порой доходит до 800 градусов Цельсия (в пользу анодного). То есть количество тепла, выделяемое на заготовке во время работы, достаточно велико, а способ больше подходит для качественного провара швов.
При горении сварочной дуги на заготовке на конце электрода появляется пара участков, именуемых анодным и катодным пятнами. Разность их температур порой доходит до 800 градусов Цельсия (в пользу анодного). То есть количество тепла, выделяемое на заготовке во время работы, достаточно велико, а способ больше подходит для качественного провара швов.
Примечательно, что при работе постоянным током прямой полярности скорость сгорания металла электрода ниже на 20-40%. А для переменного тока соблюдение полярности не актуально вовсе — его особенность в том, что направление тока меняется по 100 раз за единицу времени.
Достоинства и недостатки методов
Варьирование полярности по-разному отражается на деятельности электрода. Так, обратная полярность при сварке отличается следующими чертами:
- увеличенное поступление тепла на заготовку;
- качественная, глубокая проплавка свариваемой детали;
- электрод дольше работает (медленно плавится);
- разбрызгивание жидкого металла с заготовки минимизировано.
Току прямой направленности присущи следующие черты:
- приток тепла к заготовке минимален;
- проплавка детали велика, но ниже, чем при обратной полярности;
- рабочий элемент быстро плавится, требуя замены;
- металл разбрызгивается с максимальной вероятностью.
Можно ли с уверенностью утверждать, что какой-либо из способов предпочтительнее другого? Больше очевидных преимуществ у сварки током обратной полярности, однако не только достоинствами определяется выбор. Для большинства электродов рекомендованная полярность указывается на этикетке.
Правила выбора полярности
Главный критерий выбора прямой или обратной полярности при сварке — материал покрытия электродов. Например, угольные расходные элементы очень быстро разогреваются при подключении элементов обратным способом и, как следствие, разрушаются. Проволока же, не имеющая какого-либо покрытия, хорошо горит при прямой полярности, а при использовании переменного тока вовсе не горит.

Габариты и форма получаемого шва также зависят от расположения полюсов. Например, более глубокая проплавка возможна при постоянном токе обратной направленности, что обусловлено увеличенным теплообразованием на аноде и катоде.
Немаловажно помнить — чем быстрее осуществляется сварочный процесс, тем ширина шва и глубина провара становятся меньше.
Какое оборудование использовать
Обратное направление востребовано в работе особыми установками. Специфика в том, что машина подает проволоку с некоторой скоростью на заготовку, поэтому возможен выбор нескольких типов сварки.
Например, в среде защитных газов (когда используется аргон или углекислый газ), либо с использованием проволоки, обработанной порошком. Обратная направленность тока применима при работе с газами, прямая — когда процесс выполняется порошковой проволокой (также известной как флюсовой).

Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, подключение «держака» и «массы» меняется — на первом «плюс», на второй «минус» (обратная). Делается это для того, чтобы флюс выгорел полностью, а сварочный процесс произошел внутри образовавшегося газообразного облака. Металл будет меньше прогреваться, а разбрызгивание капель сведется к минимуму.
Прямая используется для сварки цветных металлов, когда рабочим расходным элементом выступает вольфрамовый электрод. Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия.
В работе с переменным током задача пользователя — своевременно менять расходные элементы. Профессионалы же или продвинутые любители предпочитают постоянный ток как надежный залог качественной сварки. Работа с инвертором позволяет выбирать один из двух известных вариантов действий. Прямая и обратная полярность при сварке выступают способами, каждый из которых имеет свои преимущества и недостатки. Выбор направления диктуется рядом факторов, главные из которых — материал расходников и используемое оборудование.
Если вы знаете другие специфические особенности выбора параметров сварки, поделитесь информацией в комментариях к статье.
Всем здравствуйте.
У нас на работе сварочный аппарат, видно собран там же каким нибудь электриком из того что под рукой. Стоял он, долго не пользовались, тут возникла необходимость. Единственное что о нём мне сказали это то что он на 220 и им работали. Сзади на выходе видно — 2 вторичные катушки, один конец одной соеденён с концом другой, и к нему прикручен и болтается небольшой кусок медого многожильного провода. Сюда я так понимаю подключали массу.
Сразу вопрос номер 1: Есть ли разница в сварочном аппарате, какой конец на массу пойдёт, а какой на держак? По моей логике никакой. Сварочный аппарат в моём представлении это трансформатор, на выходе переменный ток. По мойму разници никакой. Однако доводилось наблюдать работу 2х рабочих которые варили каким то небольшим сварочным аппаратом заводского производства. Там на выходе большими значками обозначено: ПЛЮС — сюда они подключали держак, МИНУС — это кидали на массу, и конотролировали что бы не перепутать. Значить важно какой конец куда?
Обьясните пожалуйста.
Дальше по моей ситуации, значить концы которые были скручены вместе пустил на массу, а другой конец одной из катушки пустил на держак, конец другой просто висел в воздухе, почему так сделано, незнаю, думаю лепили из того что под рукой, просто на другом конце тоже висел огрызок провода и видно к ниму подключались.
Подаю 220 на ввод!! (Там сбоку на корпусе прилеплено АП, в него и завёл фазу с нулём)
Сварщик берёт держак, пробует варить. Искра есть, но говорит слабо, работать невозможно. Начинаем крутить, увеличивать подачу. Крутит он значить по часовой говорит по часовой всегда увеличиваешь ток. Но я заглянул во внутрь, сердечник при врашении по часовой выходил из обмоток катушек. По моим соображениям, если сердечник вынимать из трансформатора, значить уменьшится магнитный поток, значить уменьшится коэфицент трансформации, ток должен наоборот падать.
Вот хочу уточнить у вас, правельно я рассуждаю?
Если сердечник выходит, ток уменьшается?
А по часовой-против. на это не стоит особо орентироваться.. может просто шпилька с обратной резьбой была.
Хотя, ни в одном из положений ток достаточный для сварочных работ не поднялся.
Теперь этот сварочный стоит в цехе, я хожу вокруг него и пытаюсь его реаниморовать. Начать думаю надо с того, что разобраться, на сколько он точно, на 220 или 380? Току варить нехватало ни в каком из положений сердечника, возможно он на 380, но мужики говорят что им когда то варили и что он на 220. Что то сомнительно.
Можно ли каким то образом проверить, на 220 или на 380 первичная катушка сварочного аппарата?
Буду очень вам благодарен если поможете разобраться мне со сварочным аппаратом.
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
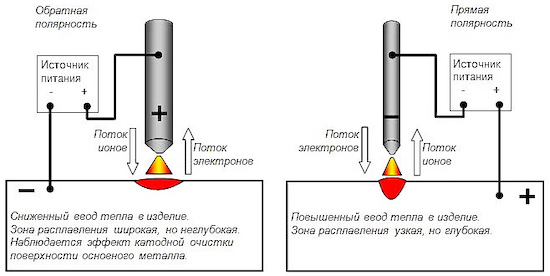
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.

Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.






