Эпоксидная смола зарекомендовала себя как прочный и практически универсальный клеевой состав. Действительно, с её помощью можно склеить не только дерево, но также металлические детали и изделия из различных типов пластика. Однако существуют некоторые исключения. Одно из самых известных, пожалуй, полиэтилен. Это свойство полиэтиленовой плёнки даже используется при работе с эпоксидными смолами — тонкий слой полиэтилена, уложенный в форму поможет извлечь отливку не испачкать форму эпоксидной смолой.
Помимо полиэтилена склеиванию эпоксидной смолой не подлежат многие другие материалы. Сразу оговоримся, что способность или неспособность взаимодействовать с тем или иным материалом, как правило, характеристика марки продукта, и путём подбора подходящей смолы в ряде случаев проблему можно было бы преодолеть, другое дело не все такие составы доступны сегодня на территории России. Так что наш список носит справочный характер, и в каждом конкретном случае, если возникают сомнения, перед началом работы лучше самостоятельно протестировать на небольшом участке имеющийся состав, чтобы убедиться, подходит или не подходит он для работы с имеющимся материалом.
Чаще всего проблемы склейки встречаются при работе с изделиями из полимеров. Как и в случае полиэтилена, со сложностями можно столкнуться пытаясь склеить следующие материалы:
– Поликарбонат (PC), редко
При затруднениях в работе с пластиком причина, как правило, в его физико-химических особенностях, в частности, в таком показателе, как поверхностная энергия. Наличие этой энергии определяет такие процессы, как, например, фазовое превращение. Необходима поверхностная энергия и для осуществления адгезии — при адгезии поверхности к чем-либо этот показатель для неё снижается. Для многих пластиков, имеющих инертную и непористую поверхность, значения поверхностной энергии довольно низкие. Не удивительно, что при попытке склеить такие полимеры возникают трудности. Это касается не только эпоксидной смолы, но и различных красок и покрытий, которые также не удерживаются на пластиках с низкой поверхностной энергией. Наиболее проблемными в этом плане являются полипропилен и полиэтилен.
Не всегда хорошие результаты получаются также и при работе с такими материалами как:
– Различные металлы (свинец, никель)
Эти проблемы не связаны с описанными для полимеров особенностями поверхности и, как правило, решаются с помощью тщательной очистки и подготовки материала к работе.
Силиконовые молды, благодаря гибкости и пластичности материала, позволяют делать отливки самых разнообразных форм. Кроме того, такие молды можно сделать своими руками, взяв за основу изделие понравившейся формы. Для этих целей используют специальный силикон или строительные силиконовые составы, смешанные с крахмалом. Во втором случае качество молда не гарантировано, так что лучше использовать специализированные материалы.
Работа с силиконовым молдом всегда начинается с его промывания. Силикон обладает неприятным свойством притягивать мелкие пылинки, которые могут испортить изделие, так что мыть формочку нужно непосредственно перед работой. После промывания молд следует протереть салфеткой из какого-либо материала, не оставляющего волокон, поскольку вода может испортить отливку.
Смолу замешивают в соответствии с инструкцией. Если необходимо отмерять небольшие объёмы, можно воспользоваться шприцами, для отвердителя и для смолы нужно использовать разные шприцы. Смола тщательно перемешивается с отвердителем. На этом этапе работы можно добавить красители или блёстки (глиттеры). При создании отливок с блёстками часто в смолу добавляют краситель того же оттенка, что и блёстки. Однако удачных цветовых сочетаний может быть множество, так что не нужно бояться экспериментов. Использование глиттеров требует тщательного перемешивания. Даже после него блёстки будут опускаться в отливке ко дну формы, за счёт чего на поверхности изделия будет тонкий слой смолы без наполнителя.
Важно использовать красители, предназначенные для окраски эпоксидных смол — тогда окраска изделия будет ровной и прозрачной. Отступить от этого правила можно, если нужно достичь каких-то необычных эффектов, таких как неравномерная окраска, или окраска, при которой видимые частицы красителя взвешены в смоле. Однако, прежде чем делать что-то подобное, нужно попробовать выбранный краситель в небольшом объёме.
Подготовленная смесь смолы с отвердителем и наполнителями аккуратно переносится в форму. Чтобы аккуратно сделать это, можно использовать деревянную палочку от мороженого или какой-то подобный инструмент. При этом поверхность смолы получается не ровной, параллельной поверхности стола, а выгнутой, формирующей линзу-мениск. При изготовлении изделия, которое будет видно только с одной стороны, лицевой стороной лучше сделать ту часть отливки, которая обращена к донышку формы.
После застывания отливки (обычно через сутки), её извлекают из формы. При этом нельзя использовать острых предметов, они могут повредить силикон. Извлечение облегчает пластичность формы, которую можно попытаться изогнуть и «стащить» с отливки. Силиконовые молды позволяют получать изделия с глянцевой поверхностью. Усилить блеск можно с помощью полировки и воска. Форму после отливки можно использовать повторно. Как правило, силиконовый молд выдерживает 15-20 отливок.

Все мы знаем о таких замечательных клеях, как эпоксидные. Однако далеко не все умеют правильно ими пользоваться. В том числе и я. Поэтому пришлось поискать хорошую инструкцию…

Источник информации:
Справочник инженера-механика.
Том: Технология ремонта автомобилей.
Под редакцией доктора технических наук профессора В.В. Ефремова.
Издательство "Транспорт", Москва 1965.
Эпоксидные смолы выпускаются в жидком и твердом состоянии. Они термопластичны, но под влиянием различных отвердителей превращаются в неплавкие полимеры, которые находят широкое применение в промышленности как материал для склейки, герметизатор и пр. Процесс отверждения этих смол может происходить в широком температурном интервале от нормальной комнатной температуры до 200 С и выше. При отверждении смолы не выделяют летучих побочных продуктов и обладают весьма малой усадкой.
Отверженные смолы обладают высокой механической прочностью, хорошими электроизолирующими свойствами, высокой адгезией к металлам, стеклу, керамике и другим материалам, довольно высокой химической стойкостью против кислот, щелочей, воды, бензина и других органических растворителей. Эпоксидные смолы растворяются ацетоном.
Эпоксидная смола ЭД-6 (ЭД-20), Э-40 или ЭД-5 (ЭД-16) — основной связующий материал пасты. Свойства отверженных смол приведены в таблице:
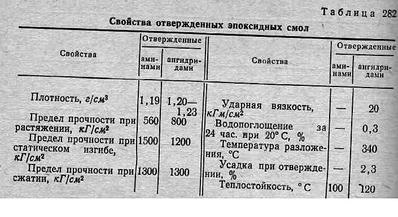
При холодном отверждении механические и другие свойства эпоксидных смол снижаются. Длительное воздействие пара снижает прочность сцепления эпоксидных смол с металлом.
Пластификатор — дибутилфталат и полиэфиры улучшают пластичность композиции, снижают хрупкость паст и повышают ударную вязкость и прочность на изгиб и отдир.
Оптимальное количество вводимого пластификатора 10-20% от веса смолы.
Наполнители увеличивают объем, повышают теплостойкость, механическую прочность, снижают усадку пасты и приближают коэффициент термического расширения пасты к коэффициенту металлов.
В качестве наполнителей могут применяться тонкоизмельченные графит, асбест, маршалит, окись алюминия, серно-кислый барий, слюдяная пыль, алюминиевая пудра, а для повышенной прочности — кварцевый песок, фарфоровая мука, титановые белила, железный порошок.
Отвердитель — ангидриды и амины — ускоряет реакцию соединения пасты с основным материалом. Ангидриды применяют при горячем отверждении, а амины — при холодном. Смола, отверженная ангидридами, имеет более повышенную прочность, чем аминами. К холодным отвердителям относятся полиэтиленполиамин, гексометилендиамин, а к горячим — малеиновый и фталевый ангидриды.
Отвердители в эпоксидную пасту следует вводить в строго определенном количестве. Отклонение от правильной дозировки, особенно аминов, ведет к ухудшению отвержденных паст.
================
Пасты холодного отверждения
================
готовятся по рецептам, указанным в таблице:
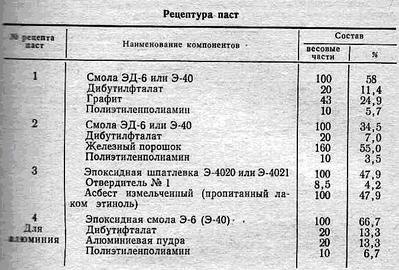
Примечание: Клей ЭДП состоит из эпоксидной смолы ЭД-20, отвердителя ПЭПА (полиэтиленполиамина).
Рецептура паст может быть изменена в зависимости от значения и условий применения с учетом свойств составляющих компонентов.
Приготовление эпоксидной пасты
================
производится в лабораторных условиях в следующем порядке: смолу предварительно нагревают до 60-80 С и затем вводят дибутилфталат, смешивая его со смолой. В полученную смесь вводят наполнитель, перемешивая его в течение 5 мин., а затем смесь охлаждают до комнатной температуры. Приготовленную смесь можно хранить неограниченно долгое время в закупоренной таре. Перед применением после подготовки поверхности в состав смеси вводят отвердитель (полиэтиленполиамин).
Приготовление пасты по рецепту номер 3:
асбест, предварительно просушенный при температуре 80-100? С, пропитывают лаком этиноль в соотношении 1:1. Для удаления из асбеста растворителя лака пропитанный асбест нужно выдержать в течение двух суток, периодически перемешивая его. Уложенный плотно в сосуд с крышкой асбест пригоден к работе в течение 4-5 суток.
В эпоксидную шпатлевку вводят отвердитель номер 1. После тщательного перемешивания добавляют небольшими порциями асбест. Смешивание компонентов производится в высоком эмалированном сосуде.
После введения отвердителей композицию нужно тщательно перемешивать течение 5-6 мин. и затем немедленно применять по назначению во избежание ухудшения качества пасты. Срок технологической пригодности пасты после введения в нее отвердителей при комнатной температуре не превышает 20 мин.
Паста, приготовленная по рецепту номер 3, должна быть использована в течении 2-3 час. При необходимости сохранения приготовленной пасты свы?ше 30-60 мин. она должна быть охлаждена до температуры менее 5 С. При температуре 1-2 С паста может храниться более 8 час.
================
Подготовка поверхности
================
оказывает большое влияние на качество склеивания. Поверхность детали в зоне склеивания должна быть тщательно очищена от ржавчины и грязи. Склеиваемые трещины на деталях должны быть расфасованы под углом 90-120 градусов. Перед нанесением пасты поверхность должна быть обезжирена ацетоном, четыреххлористым углеродом, спиртом или другими растворителями жиров.
Лучшие результаты по подготовке поверхности достигаются крошкоструйной обработкой поверхности, отбеленной крошкой чугуна или косточковой крошкой, или обработкой поверхности раствором фосфорной кислоты (один объем кислоты, четыре объема ацетона, два объема воды).
================
Нанесение пасты
================
на подготовленную поверхность производят шпателем. Паста с вертикальных поверхностей не стекает. Избыток пасты очищают до отверждения, так как снятие большого слоя пасты после отверждения затруднительно. После нанесения пасты деталь отправляют на отверждение.
================
Отверждение пасты
================
происходящее в эпоксидных смолах при ведении в них катализаторов (отвердителей), происходит с выделением тепла, и поэтому эпоксидные пасты могут отвердевать и без нагрева.
Самопроизвольное отверждение пасты в помещении с температурой не менее +15 С происходит в течение 24-48 час.
Процесс отверждения пасты можно ускорить подогревом слоя пасты инфракрасными лучами, нагревом детали в сушильном шкафу и другими способами.
В таблице 284 приведены режимы отверждения паст:
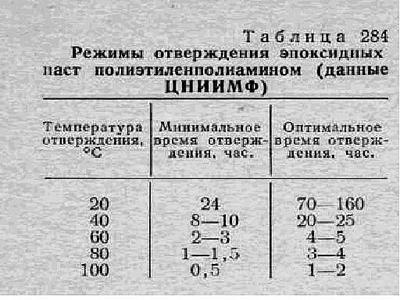
Поверхность с отвердевшей пастой нужно зачищать наждачным кругом, напильником, сводя края пасты на нет. Обработку отвержденной пасты рекомендуется производить при сверлении 100-200 об/мин, при обточке 300-400 об/мин.
В отвержденной пасте можно получить высококачественную резьбу.
Эпоксидные смолы могут применяться для склеивания металла.
Ниже приведена рецептура клея на основе эпоксидных смол:
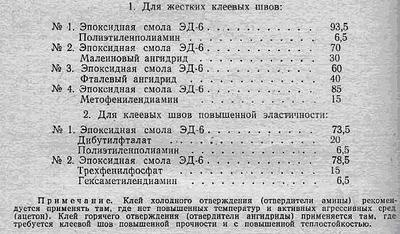
При приготовлении клея холодного отверждения на 100 г эпоксидной смолы ЭД-6 или ЭД-5 добавляют 6,5 г отвердителя (полиэтиленполиамина или гексаметилендиамина). Смолу подогревают до температуры 60-80 С в термошкафу или на плитке в бачке с водой. Затем в разогретую смолу вливают отвердитель при температуре 45 С. Отвердитель разогревают в плотно закрытой посуде во избежание его испарений. Смолу и отвердитель тщательно перемешивают. Если клей слишком вязок, то добавляют растворитель (ацетон, толуол).
При приготовлении клея горячего отверждения на 100 г эпоксидной смолы ЭД-6 или ЭД-5 добавляют 30 г малеинового или 40 г фталевого ангидрида. Ангидриды следует расплавлять в термошкафу. Расплавленный ангидрид тщательно перемешивают с эпоксидной смолой. Склеивающая способность клея 45-75 мин.
================
Процесс склеивания
================
Перед склеиванием поверхности следует очищать и обезжиривать, а затем высушивать на воздухе. При склеивании деталей из стекла, фарфора, дюралюминия, алюминия поверхность не требует очистки.
На подготовленную поверхность наносят стеклянной палочкой или кистью слой клея. Покрытые клеем детали выдерживать на воздухе до отлипа, затем наносить второй слой клея и выдержать снова до отлипа (для удаления растворителя). Затем прижимают друг к другу склеиваемые части и выдерживают при комнатной температуре 24-48 час.
Лучшие результаты склеивания можно получить при отвердителе полиэтиленполиамида, если изделия дополнительно подвергнуть термической обработке при температуре 150? С в течение 4-6 час.
================
Техника безопасности
================
Ввиду токсичности отвердителей следует избегать их испарений. Для этого необходимо:
— взвешивать или обмеривать компоненты в лабораторных условиях или в помещениях с хорошей приточной вентиляцией;
— не допускать попадания состава на тело и особенно отвердителя в глаза;
— при приготовлении эпоксидных составов пользоваться спецодеждой (халатом или комбинезоном из плотной ткани, резиновыми перчатками, прорезиненными фартуками, защитными очками), маской и респиратором;
— при попадании смолы или пасты на тело необходимо снять ее тампоном, смоченным ацетоном, отвердитель смывать водой;
— загрязненную посуду протирать ватой, смоченной в ацетоне;
— эпоксидный состав наносить только шпателем, кистью или стеклянной палочкой.
===================================
==========
МОИ СООБРАЖЕНИЯ применительно к починке карбюраторов:
— Эпоксидные смолы стойки к бензину. Это то, что надо.
— Эпоксидные смолы растворяются ацетоном, значит мочить карбклинером их нельзя, т.к. основной компонент карблинера — ацетон. Это минус, т.к. придется закрывать эпоксидку от попадания карблинера.
— Для склеивания разных материалов надо использовать разные наполнители. Так карболитовые детали лучше клеить с добавлением графита, а алюминий — с добавлением алюминиевой пудры.
Эпоксидные смолы применяются как адгезивы для металлов в несиловых конструкциях, а также в качестве конструкционных клеев.
При взаимодействии эпоксидной смолы с металлом на формирование адгезионного контакта оказывает влияние температурный режим. Смола должна обладать определённой подвижностью, чтобы заполнить многочисленные углубления на поверхности металла. Поэтому повышение температуры в момент формирования адгезионного контакта вызывает снижение вязкости и благоприятствует достижения более высокой адгезионной прочности.
В зависимости от количества отвердителя величина адгезии эпоксидных смол обычно изменяется по кривой с максимумом. При малом содержании отвердителя адгезия обусловлена взаимодействием с поверхностью металла свободных эпоксидных групп. С увеличением количества отвердителя число свободных эпоксидных групп уменьшается. Поскольку при этом снижается и адгезия, можно сделать вывод, что связь образовавшихся гидроксильных и аминогрупп с поверхностью окисной пленки металла слабее, чем связь эпоксидных групп. Эпоксидная группа способствует повышению адгезии особенно эффективно в условиях, благоприятствующих раскрытию эпоксидного кольца (при введении веществ, содержащих активные атомы водорода, например бензидина). Раскрытие этиленоксидного цикла сопровождается образованием химических связей с окисной пленкой металла.
Однако предположения о том, что адгезионные свойства эпоксидных смол обусловлены главным образом наличием эпоксидных групп, разделяются не всеми исследованиями. Имеются эксперименты по зависимости смачиваемости полярных поверхностей эпоксидными смолами от содержания в смоле гидроксильных групп. Сопротивление сдвигу склеенных эпоксидными смолами алюминиевых образцов прямо пропорционально содержанию гидроксильных групп в эпоксидных смолах, отвержденных фталевым ангидридом. Зависимость приведена на рисунке.

Зависимость сопротивления сдвигу клеевых соединений алюминия от содержания гидроксильных групп в эпоксидной смоле (отвердитель – фталевый ангидрид).
Эпоксидная, и гидроксильная группы, будучи весьма полярными и реакционноспособными, играют большую роль в адгезии эпоксидных смол к различным субстратам, в том числе к металлам. Роль какой из этих групп является главнее, однозначно ответить нельзя. Всё зависит от конкретных условий — вида и количества отвердителя, природы поверхности субстрата и других факторов.
При адгезии полимера к металлу роль химической природы адгезива оказывается решающей. Важно чтобы адгезив не просто содержал в определенном количестве полярные группы, а чтобы эти группы обладали способностью вступать в интенсивное взаимодействие с поверхностными группами субстрата, например выполняли роль доноров электронов. Чем более четко выражены электронодонорные свойства функциональных групп, тем выше их адгезия к металлу. Между атомами металла и углеводородами в системе адгезив—субстрат возможны химические связи. Между углеводородом и металлом может возникнуть ковалентная связь.
Несмотря на возможность химического взаимодействия между металлом и углеводородами, значительно больший интерес для адгезионных систем представляет механизм взаимодействия полимерных адгезивов с окисной пленкой, образующейся практически на любой металлической поверхности. Благодаря этому во многих случаях на границе полимер—металл могут возникать ионные связи. Чаще всего этот тип связей реализуется при контакте металлов с карбоксилсодержащими и гидроксилсодержащими полимерами. Между поверхностью металла, покрытой гидратированной окисной пленкой, и функциональными группами полимеров могут возникать различные химические связи. Эпоксидные смолы с поверхностью металла реагируют по схеме:

Известно что окисные пленки на таких металлах, как алюминий, цинк и олово весьма компактны, прочны, имеют небольшую толщину, отличаются хорошими защитными свойствами и хорошей сцепляемостью с металлом. Окисные пленки на меди, наоборот, отличаются большой толщиной, значительным количеством дефектов и слабой связью с металлом. Поэтому влияние окисных пленок на металлах приводит к разным результатам адгезии. В связи с эти применяют различные способы химической обработки поверхности металлов.
Эксперименты по склеиванию металлов полимерными адгезивами, нанесению на металлы лакокрасочных, электроизоляционных и других покрытий свидетельствует о том, что долговечность связи полимер — металл зависит во многих случаях от таких свойств полимеров, как термостойкость, коэффициент теплового расширения, влагостойкость, озоностойкость, морозостойкость, прочность, модуль упругости и др. Чем меньше различие коэффициентов теплового расширения полимера и металла, тем устойчивее оказывается адгезионное соединение полимер — металл к воздействию высоких температур. Напряжения, возникающие в процессе формирования клеевых соединений и покрытий, также влияют на долговечность связи полимер—субстрат






