Содержание
В основном, сверла делают из быстрорежущих сталей. Твердосплавные сверла делают для обработки конструкционных сталей высокой твердости (45. 56 HRC). Исходя из твердости обрабатываемого материала–229НВ, принимаем решение о применении сверла из быстрорежущей стали Р18ГОСТ 10903 – 77. Крепежную часть сверла изготовим из стали 40Х (ГОСТ454 – 74).
Назначение размеров сверла
Для обработки отверстия Ø20,9 мм выбираем сверло спиральное с коническим хвостовиком по ГОСТ10903-77: d = 23 мм; L = 243 мм; l=145мм.Конус Морзе – № 2.
Сверло нормальной точности диаметром d=23 мм,класса точности В: Сверло 2301-0072 ГОСТ 10903-77.
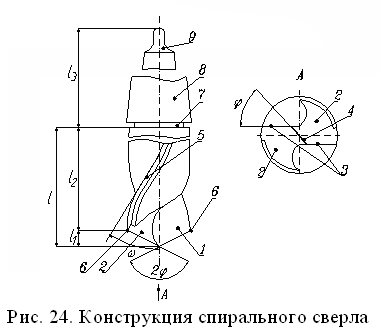
Рис. 2.1 Конструкция спирального сверла
l – рабочая часть, включающая в себя режущую и направляющую части;l1— режущая часть, имеющая главные режущие кромки 3;l2– направляющая часть, имеющая ленточки 5 и стружечные винтовые канавки — служит длянаправления сверла в отверстие;l3– крепежная часть (состоит из шейки 7, хвостовика 8, лапки 9); 1 – передняя поверхность; 2 – главная задняя поверхность; 3 – главная режущая кромка; 4 – поперечная кромка (перемычка) – определяет жесткость и прочность сверла и отрицательно сказывается на процессе сверления из-за отрицательного переднего угла наданной кромке; 5 – ленточка, часть которой (длиной 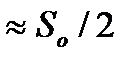 ) служит вспомогательной режущей кромкой (6).
) служит вспомогательной режущей кромкой (6).
Назначение геометрических параметров режущей части сверла
В зависимости от обрабатываемого материала выбираем форму заточки сверла: двойная с подточкой поперечной кромки и ленточки ДПЛ.
Рис. 2.2 Геометрические параметры спирального сверла
2j — двойной угол в плане при вершине — это угол, заключенный между проекциями главных режущих кромок на плоскость, проходящую через ось сверла параллельно главным режущим кромкам (  =118-120 о );
=118-120 о );
w — угол наклона винтовой канавки – это угол между касательной к винтовой канавке и осью сверла (w=18-30°);
y — угол наклона поперечной кромки – это угол между проекциями главной режущей кромки и поперечной кромки на плоскость перпендикулярную оси сверла (y=50 — 55°).
Рис.2.3 Элементы режима резания и геометрии срезаемого слоя
Назначение глубины резания
Учитывая, что шероховатость обработанной поверхности Rz20, принимаем решение обработку производить, снимая припуск за один проход. Глубину резания принимаем t = 0,45 мм.
Назначение величины подачи
По карте 52 [ 5 ] определяем величину подачи при обработки стали с пределом прочностиσВ= 700МПа,сверлом D=23 мм. Для обработки отверстия, полученного после штамповки устанавливаем подачу по группе 3, равную 0,4-0,5 мм/об. Принимаем имеющееся значение подачи на станке, равное 0,48 мм/об.
Определяем скорость резания
По карте 53 [ 5 ] определяем скорость резания для стали 65Гс пределом прочностиσВ= 700МПа,с коэффициентом обрабатываемостиКuv= 1. При рассверливании отверстия D = 23 мм сверлом из стали Р18 с подачей S = 0,48 мм/обвеличина скорости резания V = 24,5 м/мин.
Число оборотов шпинделя в минуту определим по формуле:
n =  =
=  = 339 об/мин.
= 339 об/мин.
Принимаем ближайшее имеющееся на станке число оборотов, равное 353об/мин. При этом условии фактическая скорость резания составит
V =  =
=  = 25 м/мин.
= 25 м/мин.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Сверло́ — режущий инструмент, предназначенный для сверления отверстий в различных материалах. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения несквозных углублений.
Содержание
Классификация свёрл [ править | править код ]




По конструкции рабочей части бывают:
- Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
- Конструкции Жирова — на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ0=70°; 2φ0 ‘ =55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
- с цилиндрическим хвостовиком (ГОСТ 10902-77, DIN 338)
- с коническим хвостовиком (ГОСТ 10903-77 (конус Морзе), DIN 345)
- с трёх-, четырёх- и шестигранным хвостовиком
- SDS, SDS+ и др.
По способу изготовления бывают:
- Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15, Р6М5, Р6М5К5, либо из твёрдого сплава.
- Сварные — спиральные свёрла диаметром более 20 мм часто изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
- Оснащённые твердосплавными пластинами — бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
- Со сменными твердосплавными пластинами — также называются корпусными (оправку, к которой крепятся пластины, называют корпусом). В основном используются для сверления отверстий от 12 мм и более.
- Со сменными твердосплавными головками — альтернатива корпусным сверлам.
По назначению [ править | править код ]
По форме обрабатываемых отверстий бывают:
По обрабатываемому материалу бывают:
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
- Для обработки стекла, керамики
- Для обработки дерева
Элементы спирального сверла [ править | править код ]
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя (реже четырьмя) винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов — ленточек.
- Рабочая часть
- Режущая часть имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей.
- Направляющая часть имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки (узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
Углы сверла [ править | править код ]

- Угол при вершине 2φ — угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твёрдых металлов 2φ=130…140°.
- Угол наклона винтовой канавки ω — угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω).
- Передний угол γ определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки.
- Задний угол α определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла.
- Угол наклона поперечной кромки ψ расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания [ править | править код ]

Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол μ, и действительные углы в процессе резания будут следующими:

Переходный конус сверла [ править | править код ]

В зависимости от назначения и применения сверло с коническим хвостовиком Морзе имеет т. н. универсальные переходные втулки, которые, в свою очередь, обеспечивают удобное соединение и удобную работу на любом сверлильном, фрезерном, токарном и расточном оборудовании. Переходники со вставленным сверлом отделяют с помощью клина, ударами молотка. Для этого существует специальный технологический паз.


Рис. 1 Части сверла
Основные части сверла.Режущая часть (рис.1). Калибрующая (направляющая, транспортирующая) часть. Эти две части образуют рабочую часть сверла. Соединительная часть (шейка). Хвостовая часть.
Рабочая частьсовместно с режущей и калибрующей частями образует две винтовые канавки и два зуба (пера), обеспечивающих процесс резания.
Калибрующая частьсверла, предназначенная для удаления стружки из зоны резания. Калибрующая часть по всей своей длине имеет ленточку и совместно с ней служит для направления сверла в отверстии.
Шейкау сверл служит для выхода шлифовального круга, а также для маркировки сверл.
Хвостовая частьбывает цилиндрической или конической с конусом Морзе. На конце хвостовой части имеется поводок или лапка.
Конструктивные элементы сверла
Сверло имеет сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки, шириной зуба (пера) и диаметром (толщиной) сердцевины.
Диаметр сверла (d).Выбор диаметра сверла зависит от технологического процесса получения данного отверстия.
Ленточка сверла.Обеспечивает направление сверла в процессе резания, уменьшает трение об поверхность отверстия и уменьшает теплообразование.
Ш ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
при обработке легких сплавов равной
при обработке других материалов
Высота ленточки обычно составляет 0,025dмм.
Для уменьшения трения при работе на ленточках делают утонение по направлению к хвостовику, т.е. обратную конусность по диаметру на каждые 100 мм длины. Для быстрорежущих сверл обратная конусность по диаметру составляет 0,03-0,12 мм. Для твердосплавных сверл – 0,1-0,12 мм.
С ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
Перемычка сверла оказывает влияние на процесс резания.
Режущие элементы сверла. Рабочая часть сверла (см. рис.) имеет шесть лезвий (режущих кромок). Двеглавные режущие кромки(1-2, 1’-2’). Двевспомогательных кромки(1-3, 1’-3’) расположенных на калибрующей части и служащие для направления сверла в процессе работы. Двепоперечные кромки(0-2, 0-2’) образующие перемычку. Все эти лезвия расположены на двух зубьях и имеют непрерывную пространственную режущую кромку, состоящую из пяти разнонаправленных отрезков (3-1, 1-2, 2-2’, 2’-1’, 1’-3’).
Геометрические параметры сверла
Угол при вершине сверла — 2.Для быстрорежущих сверл 118-120 о , для твердосплавных 130-140 о . Угол влияет на производительность и стойкость сверла, на силы резания, длину режущей кромки и элементы сечения стружки.
Угол наклона винтовых канавок сверла оказывает влияние на прочность, жесткость сверла и стружкоотвод.
Рекомендуется для хрупких материалов =10-16 о , для обработки материалов средней прочности и вязкости —=25-35 о , для обработки вязких материалов —=35-45 о .
Угол наклона винтовой канавки в данном сечении х определяется по формуле
где r– радиус сверла;
rх– радиус сверла в рассматриваемой точке.
Шаг винтовых канавок р.
где D– диаметр сверла.
Для упрочнения инструмента диаметр Кувеличивается к хвостовику сверла на 1,4 – 1,8 мм на 100 мм длины.
Диаметр спинки зуба сверлаqвыбирают по зависимостиq= (0,99…0,98)D.
П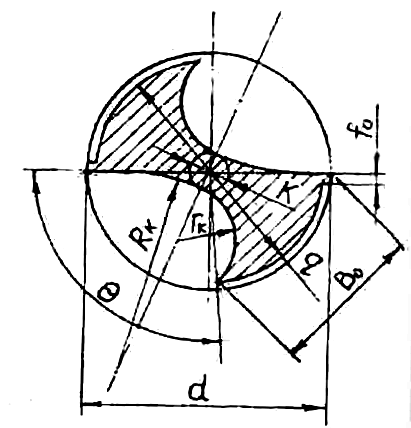 рофиль стружечных канавок.
рофиль стружечных канавок.
Угол стружечной канавкиθпри обработке легких сплавов равен 116 о , других материалов 90…93 о .
Радиусы дуг, образующих профиль винтовой канавки сверла принимаются равнымиRк=(0,75…0,9)D, rк=(0,22…0,28)D, а центры дуг лежат на прямой, проходящей через центр поперечного сечения сверла.
Ширина пера.Различают ширину пера в нормальном к оси сечениюВои в сечении, нормальном направлению стружечной канавкиВ, которую указывают на чертеже инструмента. Ширину пераВоопределяют в нормальном к оси сверла сечении по формуле:
Передний угол главных режущих кромок .Угол является величиной переменной, наибольшее его значении на периферии сверла, а наименьшее – в центре. Угол может быть определен в нормальномN—N(N)сечении. Максимальное значение находится по формуле
Передние углы на поперечной режущей кромкеимеют большие отрицательные значения (могут достигать -60 о ). Меняются по длине кромки. Наибольшее значение в центре сверла.
Это приводит к следующему: режущая кромка не режет, а вдавливается в металл. На это тратится 65% осевой силы резания и 15% крутящего момента. Для уменьшения осевой силы уменьшают угол при вершине сверла, при этом крутящий момент возрастает и улучшаются его режущие свойства.
Задний угол главных режущих кромок —образуется на режущей части сверла на главных и поперечных режущих кромках. Является переменным и измеряется в нормальном и цилиндрическом сечениях.
Минимальное значение принимает на периферии сверла, максимальное – в центре. Эпюра углов показана на рисунке. Для сверл из быстрорежущих сталей принимается =8-15 о . Для твердосплавных=4-6 о .
Изменение передних и задних углов в процессе резания. В процессе резания передние и задние углы меняются и отличаются от углов заточки. Их называют кинематическими или действительными углами резания. Наибольшее значение при сверлении имеет кинематический задний угол.
Кинематический задний угол кизменяется вдоль главной режущей кромки сверла. Зависит от подачи и радиуса рассматриваемой точки режущего лезвия. Для обеспечения достаточного значения заднего угла в процессе резания его делают переменным вдоль режущей кромки. На периферии 8-14 о , а у сердцевины 20-25 о в зависимости от диаметра сверла.
Ф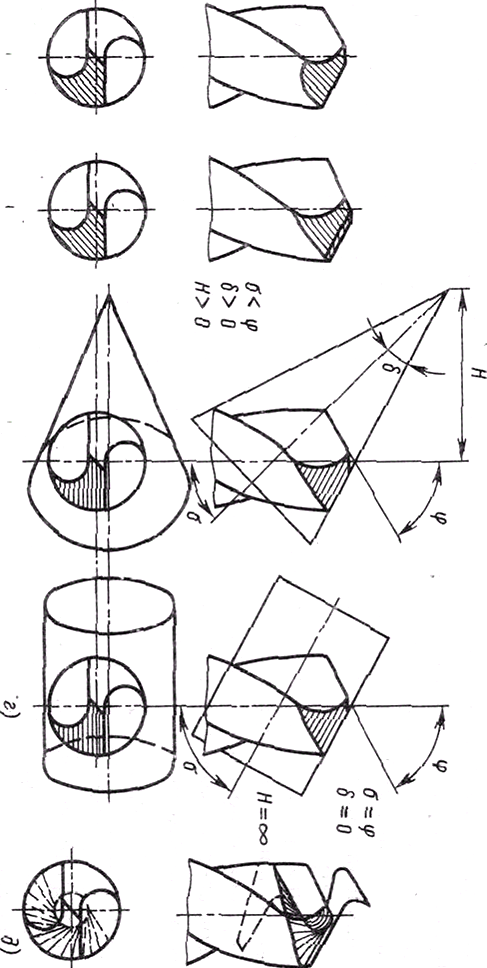 ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.
ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.
Оформление задней поверхности по плоскости. Это наиболее простой одноплоскостной способ заточки сверл, при нем необходимо иметь задние углы не менее 20 — 25°. При этом способе заточки значения заднего углаи угла наклона поперечной кромки зависят от угла при вершине сверла2 и заднего угла на периферии.
Недостатком таких сверл является прямолинейная поперечная кромка, которая при работе без кондуктора не обеспечивает правильного центрирования сверла.
К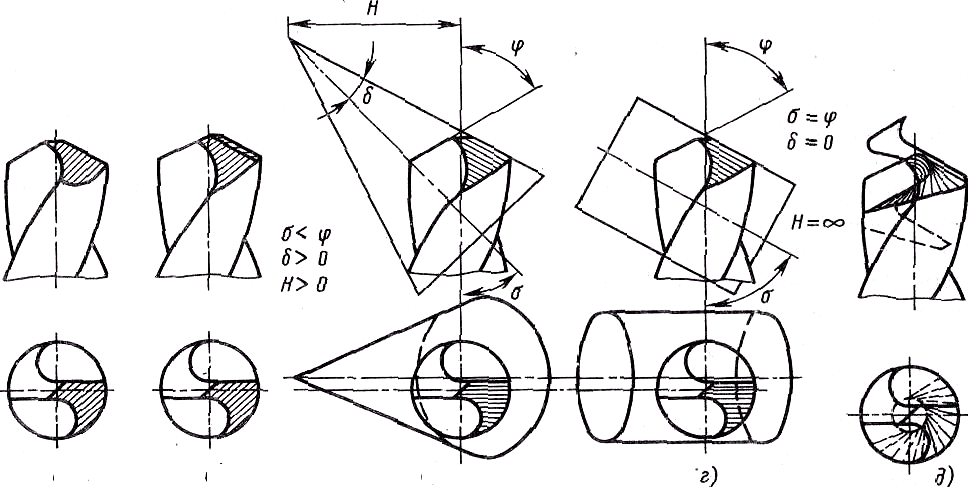 двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.
двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.
Такая форма задней поверхности позволяет получить независимые значения заднего угла на периферии , угла при вершине2 и угла наклона поперечной кромки.
Коническая форма задней поверхности сверлаявляется участком конической поверхности.
Для образования задних углов вершина конуса смещается относительно оси сверла на величину Н, равную или больше радиуса перемычки, и ось конуса наклонена к продольной оси сверла под углом.
Цилиндрическая форма задней поверхности сверла является участком цилиндрической поверхности. Этот метод применяют редко.
Винтовая форма задней поверхности сверлаявляется развертывающейся винтовой поверхностью. Она позволяет получить рациональное распределение значений задних углови более выпуклую поперечную кромку сверла, что улучшает самоцентрирование сверла при работе.
У таких сверл увеличиваются значения задних углов на поперечной режущей кромке, что приводит к уменьшению осевых нагрузок. Большим преимуществом винтовой заточки является возможность автоматизации процесса заточки.






