Содержание
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки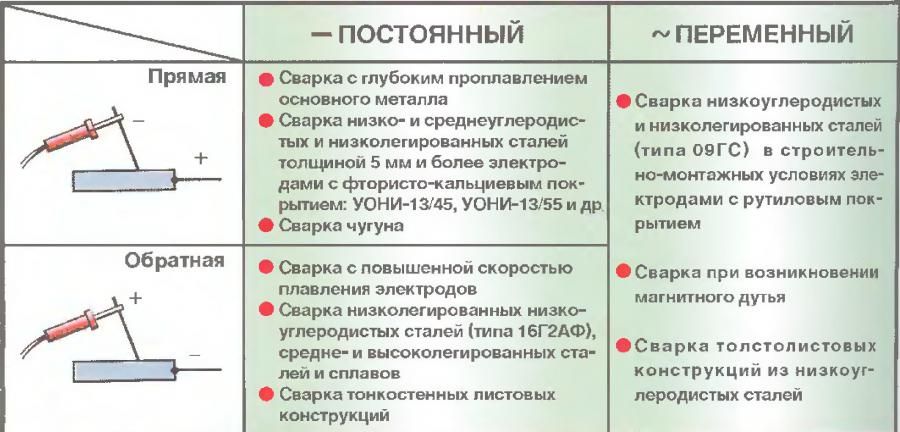
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Здесь легко и интересно общаться. Присоединяйся!
Смотря что написано на упаковке с электродами.
Сварку на постоянном токе выполняют при соединении «плюса» источника питания с изделием (прямая полярность) или электродом (обратная полярность)
Различают прямую и обратную полярности подключения электрода. Если пользоваться универсальными электродами, предназначенных для переменного и постоянного тока, которыми обычно в быту и применяют, то полярность значение не имеет. Но обычно минус подключают к электроду, т. е. работают в прямой полярности. В обратной полярности работают при сварке нержавейки, алюминиевых, медных материалов, но специальными электродами.
ты же машину варить собрался? инверторами машины не варят, тонкостенка, пожгешь, но попробуй ток поменьше, электрод 1,5. 2 и минус-на электрод, может и получится обратной полярностью
смотря какая полярность нужна. на плюс прямая полярность на минус обратная.

Недавно увидел такую картину, после которой возникли вопросы.
Стоит сварочный стол, на краю которого сварена полка под полуавтомат, рядом стоит баллон с углекислотой, который стоит на опоре сваренной с этим сварочным столом и закреплен цепью к столу. Все естественно из металла…
Возник вопрос а безопасно ли это?
Получается если массу от сварочника прицепить к столу, то она будет охватывает и баллон и сам полуавтомат.
Разве не будет опасности для сварочника и баллона в случае поджигания дуги?
Безопасно ли это?
Смотрите также
Комментарии 86

pipe , техническую литературу читай, умник!
Целые заводы на баллонах пишут "углекислота", а для тебя это придурки. ну-ну
Ты сам педик, вот тебе выписка, олень:
Углекислый газ, углекислота ► carbon-dioxide gas (carbonic acid) Двуокись углерода (СО 2). В нормальных условиях газ, при температуре -78°С – твердая снегоподобная масса (сухой лед)…
Можешь сам найти и почитать "Краткий справочник по нефтегазовым терминам. — 2004" Придурок!

Безопасно.Балон не взывоопасен.
MrPlyuh, "умник" — не прячься за запрет ответа тебе. Трусость не красит человека.
Ссылку на википедиков? Где каждый педик пишет, что хочет?

Добавлю. Это не безопасно если держак упадет (уронится, слетит, шваркнится…) на балон при включенном сварочнике. Но в полуавтомате это исключено. Если специально не делать.
Если ваш балон зацеплен к столу, а стол к сварочнику, то не имеет ни какого отношения + там или — он находится под тем же потенциалом что и стол. Через балон не проходит электричество т к он не зацеплен ко второму проводу. Деталь присоединена не к балкону а к столу. Проблема будет если свариваемую деталь присоединить к баллону (масса). Я не думаю что это кто-то сделает.

Это очень опасТно делать! Масса от сварочного аппарата, которая является минусом на постоянном токе и не является оным на трансформаторе, а при обратной полярности плюсом на постоянном токе, воздействуя на углекислоту в сжатом состоянии в баллоне, модифицирует оный в горюче-смазочную смесь типа фосфорно-углекислого тринитротолуола с гексогеном. И в период пользования в 108 342.58 человека-часа обязательно приведет к самопроизвольному воспламенению газа.

Не забивай себе голову, и не мешай другим. Все будет нормально👍

Электрический ток, как и вода, течёт по самому короткому расстоянию. так, что если масса закреплена на столе, то ток пойдёт по столу.

С каких пор инертный газ стал огнеопасным?

А с каких пор углекислый газ вообще стал инертным? Исчерпывающий перечень инертных газов можете увидеть в последнем столбике таблицы.
С тех пор как название сварочного процесса носит такое название
Какое именно название?
Сварка в среде инертного газа
Это слишком обобщенно звучит. Нет такого сварочного процесса
Это имеет какое то отношение к топику ? =))
Естественно. Он почитает такие вот ответы про то, что углекислый газ является инертным, и когда-нибудь опозорится, высказавши подобную глупость.
А на самом деле дуговая сварка может осуществляться в среде защитных газов двух видов:
1) инертные (аргон и гелий);
2) активные (углекислый газ, водород, кислород и азот).
И еще возможны разные варианты смесей из этих газов в разных пропорциях.
Поэтому есть два подвида полуавтоматической сварки — MIG и MAG
слушайте, я понимаю, что вы сварщик возможно с ни одной корочкой накс.
по факту ц о 2 не горит и хоть через него катушкой Тесла молнии пропускай ему ничего не будет.
Ну так и можно ж было простыми словами сказать, что углекислый газ негорюч))))
Он даже в огнетушителях используется)))
Не зря там в кавычки это слово взято.
Но вот тут всё ж грамотнее ru.m.wikipedia.org/wiki/Д…я_сварка_в_защитных_газах
А по поводу абсолютной взрывобезопасности баллона с углекислым газом есть поучительное видео

слушайте, я понимаю, что вы сварщик возможно с ни одной корочкой накс.
по факту ц о 2 не горит и хоть через него катушкой Тесла молнии пропускай ему ничего не будет.
Какой он в жопу сварщик? Он трепло и тролль ))) Выучил только аббравеатуру "MIG" и "MAG" и умничает доказывая, что углекислый газ в баллоне и углекислота там же, это совершенно разные вещи. )))
tomkol , лучше помолчи, а то еще что нить ляпнешь.

Сварка в среде инертного газа
Сварка в среде инертного газа и сварка в среде углекислоты-это абсолютно разные вещи. Инертный газ-это аргон, гелий. Углекислота используется в качестве защитного газа, она тяжелее воздуха и просто вытесняет воздух из зоны сварки.
Аргон и гелий в чистом виде при полуавтоматической сварке не применяется, только в смесях с углекислотой.
Аргон в чистом виде применяется при сварке неплавящимся вольфрамовым электродом.

Ошибочка а как же сварка алюминия полуавтоматом?
Качественного, прочного слединения в таком случае на будет. Это только баловство. Качественное соединение с прочностью 90-95 процентов прочности основного металла можно добиться при сварке переменным током с наплавящимся электродом и соответсвуююще подобранным присадочным материалом.

Заземление от самой изолированной сварки. А на стол масса ., она меняется / прямая и обратная/
Масса прямая и обратная?!
ответ сам знаешь на свой вопрос если не новичок, ( без терминов давай ) когда масса цепляется на держак или на деталь
В смысле — когда на электрод подаётся либо плюс, либо минус)))
да, я про полярности ,

Интересно и откуда может возникнуть дуга между баллоном и сварочным столом, видать вы в школе электричество вообще не изучали

psi-factor надо иметь довольно низкий iq чтоб спрашивать чтото у того кого сам в черный список занес, да еще и за глупость вписываться кем-то сказанную

Безопасно!
В этом деле главное не прожечь баллон, а то будет сюпрааайз! ) ) )

Нормально все. Главное как сказали выше — баллон не греть. Хотя это как варить надо, чтобы рядом со сваркой нагрелся баллон.
Газ при работе с полуавтоматом служит для оттеснения атмосферного кислорода от сварочного шва во избежании кипения металла. Для сварки черных металлов применяется углекислота или смесь углекислота + аргон. Оба эти газа инертны, по этому безопасны.
На производстве часто применяют сварочные столы для сварки мелких и небольших деталей для увеличения производительности и удобства — не надо каждый раз перецеплять массу на деталь, просто положил на стол и вари. При соблюдении всех правил сварочных работ это абсолютно безопасно.
Баллон прицепляют к столам или стойкам цепью только по одной причине — что бы он не упал. А именно цепью потому, что это самый простой и удобный способ как крепления, так и натяжения крепления (в данном случае самой цепи). Удаление от рабочего места сварщика регламентируется только для емкостей (баллонов в том числе) с агрессивными или взрывоопасными газами, для инертных газов расположение баллонов регламентируется требованиями эксплуатации сосудов высокого давления (сюда же входят требования их крепления).
По правилам ТБ в районе сварочных работ не должно быть горючих материалов. А брезент хоть и очень-очень плохо, но все же горит. Брезентовые чехлы на цепях используются только для уменьшения бряканья звеньев цепи, подобное решение применяли на бортовых грузовиках. Видимо тут местные руководители просто извратились, этого нет в требованиях безопасности сварочных работ.
Это если просто и своими словами
Насколько я понял, что допускается углекислоту держать вблизи сварки, главное должно быть надежно закреплен баллон и не допускать попадания брызг на сам баллон, то есть отгородить его от нагревании.
А касаемо дуги, если массу цеплять за сам стол, то баллону все равно.
Брызг у правильно настроенного полуавтомата практически нет вообще ))) Ну а нагреть углекислотный баллон, это надо сильно постараться )))
Все газовые 40-ка литровые баллоны (тонкие длинные) в принципе изготавливаются одинаково, отличаются только наполнителями (наполнители в баллонах, это не только газы).
Углекислота один из немногих газов с саморегуляцией, т.е. пока есть жидкая фаза, то давление будет одинаковое (+/- в зависимости от температуры окружающей среды). По этому же углекислота и применяется для пневмооружия.
А вот тот же, к примеру, кислород при работе теряет давление в баллоне. Но и разница в давлении 40 атм у углекислоты и 150 атм у кислорода.
Это я к тому, что баллоны эти рассчитаны на достаточно высокое давление. Что кислородный, что углекислотный — это одинаковые баллоны, корпус одинаковый. Но опрессовываются (проверяются) по разному — на давление по моему х1,5 от рабочего.
Для некоторых газов внутрь баллона дополнительно насыпают всякие катализаторы и т.п. К примеру в ацетиленовом баллоне внутри есть еще дополнительная высокопористая гадость из-за особых свойств самого газа )))
Так что нагреть углекислотный баллон у вас получится разве что в костре, но ни как не лядом с полуавтоматом. Образно говоря Вы можете даже сварочный стол на углекислотном баллоне устроить. Но я бы этого не рекомендовал )))
Спасибо за подробное объяснение)
Насколько я понял, что допускается углекислоту держать вблизи сварки, главное должно быть надежно закреплен баллон и не допускать попадания брызг на сам баллон, то есть отгородить его от нагревании.
А касаемо дуги, если массу цеплять за сам стол, то баллону все равно.
А на счет массы — боишься, что баллон током убьет? )))
Скорее как дуга будет в роли детонатора для баллона 🙂
Баллон железный, ему пох ))). А углекислота нейтральна, не бабахнет.
Кстати по поводу безопасности сварочного стола — на полуавтомате ток на проволоку подается только после нажатия на курок пистолета. НО! на рынке сейчас есть куча китайских и итальяно-китайских полуавтоматов, у которых ток на пистолете присутствует постоянно, а нажатие на курок включает только подачу проволоки и газа. Это неправильные полуавтоматы! Они уже требуют повышенного внимания, иначе будет так:

Как я понял, ты хочешь научиться варить, по этому предварительно почитай техническую литературу по сварке, лучше советскую. Не важно — полуавтомат или обычный электродный, тебе главное узнать правила, технологию и способы электродуговой сварки. Полуавтомат, это техника электродуговой сварки, а не отдельный ее вид.
Газ при работе с полуавтоматом служит для оттеснения атмосферного кислорода от сварочного шва во избежании кипения металла. Для сварки черных металлов применяется углекислота или смесь углекислота + аргон. Оба эти газа инертны, по этому безопасны.
На производстве часто применяют сварочные столы для сварки мелких и небольших деталей для увеличения производительности и удобства — не надо каждый раз перецеплять массу на деталь, просто положил на стол и вари. При соблюдении всех правил сварочных работ это абсолютно безопасно.
Баллон прицепляют к столам или стойкам цепью только по одной причине — что бы он не упал. А именно цепью потому, что это самый простой и удобный способ как крепления, так и натяжения крепления (в данном случае самой цепи). Удаление от рабочего места сварщика регламентируется только для емкостей (баллонов в том числе) с агрессивными или взрывоопасными газами, для инертных газов расположение баллонов регламентируется требованиями эксплуатации сосудов высокого давления (сюда же входят требования их крепления).
По правилам ТБ в районе сварочных работ не должно быть горючих материалов. А брезент хоть и очень-очень плохо, но все же горит. Брезентовые чехлы на цепях используются только для уменьшения бряканья звеньев цепи, подобное решение применяли на бортовых грузовиках. Видимо тут местные руководители просто извратились, этого нет в требованиях безопасности сварочных работ.
Это если просто и своими словами
Знаете, почему есть две аббревиатуры для обозначения полуавтоматической сварки (MIG и MAG)?






