Содержание
 |
 |
Развёртки конические из стали 9ХС
(допускается сталь Р9, Р18 или Р6М5)
| Обозначение разверток 2372 *1 | Для конуса Морэе | Размеры, мм | Конус Морзе хвостовика | ||||||||||
| D | L | l | l0 | d | |||||||||
| Под конус Морзе с цилиндрическим хвостовиком по ГОСТ 11182 — 81 | |||||||||||||
| 0132> | 0 | 9,045 | 95 | 64 | 48 | 6,2 | 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 | ||||||
| 0135 | 3 | 23.825 | 150 | 97 | 76 | 16 | 3 | ||||||
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |||||||
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 | ||||||
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 | ||||||
| Под укороченный конус Морзе по ГОСТ 11181 — 81 | |||||||||||||
| 0а | 7,067 | 55 | 24 | 13 | 4,9 | 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1в | 12,065 | 70 | 34 | 20 | 8 | ||||||||
| 2а | 15,733 | 85 | 42 | 25 | 10 | ||||||||
| 2в | 17,780 | 100 | 52 | 34 | 11 | ||||||||
| За | 21,793 | 110 | 60 | 42 | 14,5 | ||||||||
| Зв | 23,825 | 128 | 70 | 62 | 16 | ||||||||
| 4в | 31,267 | 135 | 75 | 53 | 20 | ||||||||
| 5в | 44,399 | ПО | 90 | 65 | 29 | ||||||||
| С коническим хвостовиком под конус Морзе по ГОСТ 10079 — 81 | |||||||||||||
| 0131 | 0 | 9,045 | 140 | 64 | 48 | 1 | |||||||
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||||||||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |||||||
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |||||||
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 | |||||||
Общее обозначение разверток.
*1. Примеры обозначения разверток:
с цилиндрическим хвостовиком под конус Морзе 3 Развертка Морзе 3 ГОСТ 11182 — 81 2372-0135
под укороченный конус Морзе 3а Развертка Морзе 3а ГОСТ 11181 — 81
с коническим хвостовиком Развертка Морзе 3 ГОСТ 10079 — 81 2373-0134

Развертки конические из стали 9ХС (допускается сталь Р9 и Р18)
| Обозначение разверток 2372 *2 |
Размеры, мм | ||||
| D | L | l | l0 | d | |
| Под конические штифты, конусность 1 : 50 по ГОСТ 11177 — 81 | |||||
| 3,0 | 70 | 45 | 3,4 | ||
| 4,0 | 80 | 55 | |||
| 5,0 | 90 | 65 | 4,3 | ||
| 6.0 | 105 | 80 | 5,5 | ||
| 8,0 | 136 | 100 | 7,0 | ||
| 10,0 | 160 | 125 | 9,0 | ||
| 12,0 | 200 | 160 | 11,0 | ||
| 16,0 | 235 | 195 | 14,5 | ||
| 20,0 | 270 | 225 | 18,0 | ||
| 25,0 | 285 | 230 | 22,0 | ||
| 30,0 | 295 | 235 | 24,0 | ||
Для обработки отверстий насадных зенкеров и разверток конусность 1 : 30 по ГОСТ 11184 — 81
| Обозначение разверток 2372 *2 | Размеры, мм | ||||
| D | L | l | l0 | d | |
| 0101 | 13 | 120 | 80 | 62 | 9 |
| 0102 | 16 | 130 | 90 | 72 | 11 |
| 0103 | 19 | 150 | 102 | 84 | 12 |
| 0104 | 22 | 170 | 117 | 93 | 16 |
| 0105 | 27 | 190 | 129 | 105 | 18 |
| 0106 | 32 | 200 | 138 | 114 | 20 |
| 0107 | 40 | 225 | 156 | 126 | 24 |
| 0108 | 50 | 250 | 168 | 138 | 29 |
| 0109 | 60 | 270 | 184 | 154 | 32 |
*2. Примеры обозначения разверток:
D = 10 мм, L = 160 мм с конусностью 1:50 Развертка 1 : 50 — 10 х 160 ГОСТ 11177 — 81
D = 16 мм, с конусностью 1 : 30 Развертка 1 : 30 — 16 ГОСТ 11184 — 81 2372-0102

Развертки, конические с коническим хвостовиком под штифты а) с конусностью 1 : 50 по ГОСТ 10081 — 81 б) с конусностью 1 : 30 по ГОСТ 10082 — 81 в) винтовые машинные из быстрорежущей стащи Р9 под штифты с конусностью 1 : 50
| Обозначение разверток 2373 *3 | L | d | прямозубых | винтовых | |||||||
| — | 0001 | 6 | 160 | 80 | 1 | ||||||
| 0003 | 8 | 180 | 100 | ||||||||
| 0005 | 10 | 205 | 125 | ||||||||
| 0021 | 12 | 160 | 0007 | 13 | |||||||
| 0009 | 16 | 295 | 195 | ||||||||
| 0011 | 20 | 345 | 225 | 0013 | 25 | 350 | 230 | 0015 | 30 | 380 | 235 |
| 0017 | 40 | 410 | 265 | 4 | |||||||
*3. Примеры обозначения разверток:
конической D = 8 мм, l = 100 с конусностью 1 : 50 Развертка 1 : 60 — 8 x 100 ГОСТ 10081 — 81
винтовой, машинной из быстрорежущей стали Р9 Развертка 2373-0003 — Р9
конической D = 16 мм, с конусностью 1:30 Развертка 1 : 30 — 16 ГОСТ 10082 — 81
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.

Развертки по металлу
Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
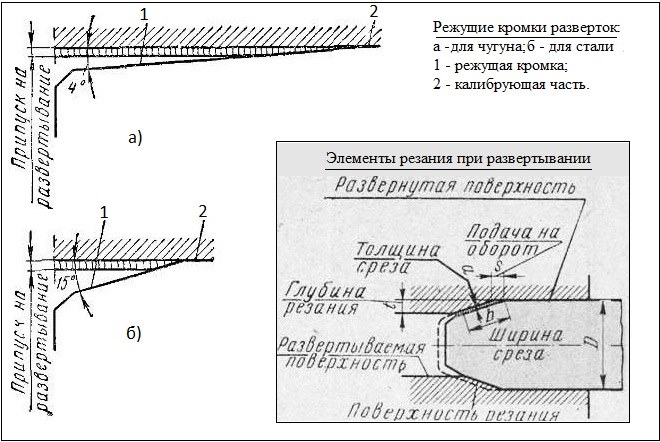
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
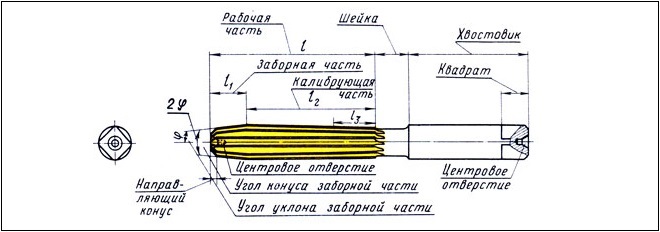
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
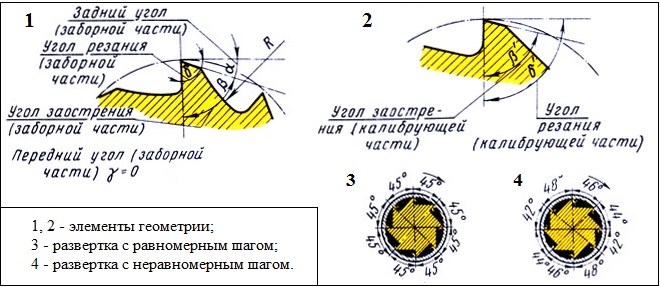
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
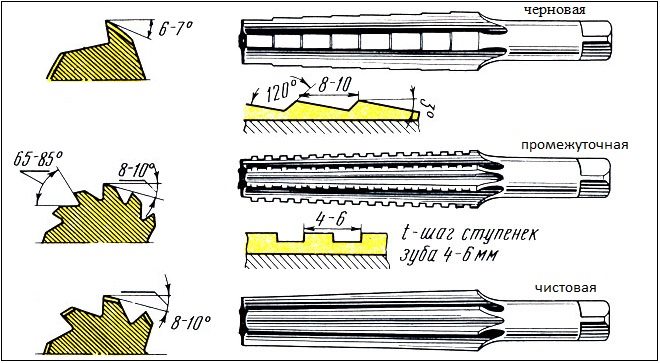
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
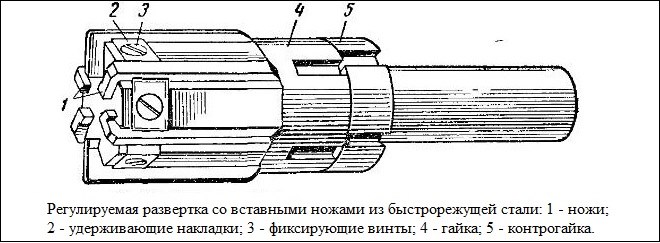
Устройство регулируемой развертки
Ознакомиться с требованиями ГОСТ к машинным разверткам можно, скачав документ в формате pdf по ссылке ниже.
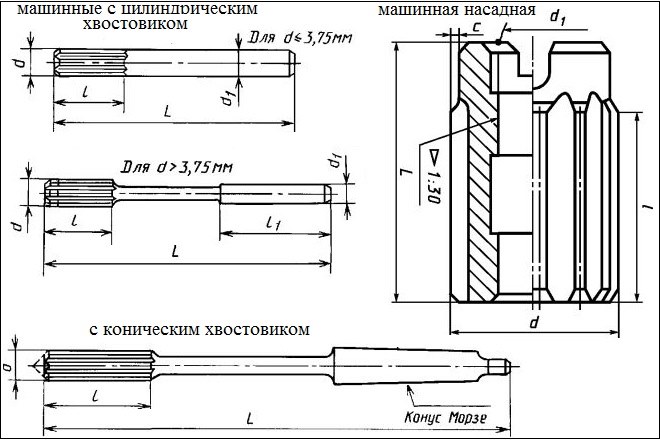
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.

Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.

Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
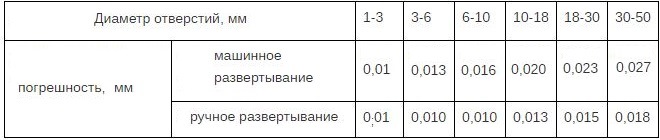
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.

Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Абразивные материалы в качестве режущего инструмента использовались с древнейших времен: корунд, базальт, гранат, наждак, пемза и т.д. Лишь в конце 19-го века стали использовать в производстве электрокорунд, карбид кремния и т.д. Абразивные материалы имеют разную твердость, форму, размеры зерен и абразивную способность, что позволяет производить, как грубую обработку, так и чистовую (полировку и доводку). В 2008 году наши заводы перешли на маркировку твердости абразивного инструмента в соответствии с ГОСТ Р 52587-2006 и маркировку зернистости в соответствии с ГОСТ Р 52381-2005. Система маркировки абразивного инструмента 1. ТИП КРУГИ 1 — прямой профиль 2 — кольцевые 3 — конический профиль 4 — с двусторонним коническим профилем 5 — с выточкой 6 — чашечные цилиндрические 7, 8, 9 — с двусторонней выточкой 10 — с двусторонней выточкой и ступицей 11 — чашечные конические 12 — тарельчатые плоские 14 — тарельчатые 20 — с односторонней конической выточкой 21 — с двусторонней конической выточкой 23 — с конической и цилиндрической выточками с одной стороны 27 — с утопленным центром 35 — прямого профиля, работающий торцом 36,37,40 — с запресованными крепежными элементами 38 — с односторонней ступицей, работающий торцом 41 — диски отрезные 42 — диски отрезные с утопленным центром СЕГМЕНТЫ СП — прямоугольные 1С — выпукло-вогнутые 3С — выпукло-плоские 4С — плоско-выпуклые 5С — трапециевидные 6С — для шлифовки полов 7С — для плоского шлифования 9С — для шлифовки рельсов БРУСКИ БП — прямоугольные БКв — квадратные БТ — треугольные БКр — круглые БПс — специальные 2. РАЗМЕРЫ КРУГА D — наружный диаметр T — высота H — диаметр отверстия 3. ШЛИФМАТЕРИАЛ 14А (A) ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ 25А (WA) ЭЛЕКТРОКОРУНД БЕЛЫЙ 38А (ZK) ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ 53С, 54C (C) КАРБИД КРЕМНИЯ ЧЕРНЫЙ 63C,64С(GC) КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ 4. ЗЕРНИСТОСТЬ ШЛИФЗЕРНО ГОСТ ГОСТ F10 (200) F36 (50) F12 (160) F40 (40) F14 (160) F46 (40) F16 (160/125) F54 (32) F20 (100 ) F60 (25) F22 (80) F70 (20) F24 (80) F80 (20) F30 (63) F90 (16) ПОРОШКИ F100 (12) F180 (6) F120 (10) F220 (5) F150 (8) МИКРОПОРОШКИ F230 (M63) F360 (M40) F240 (M63/M50) F400 (M28) F280 (M50) F500 (M20) F320 (M50/M40) F600 (M14) 5. ТВЕРДОСТЬ F, G (BM1, BM2) ВЕСЬМА МЯГКИЕ H, I, J (M1, M2, M3) МЯГКИЕ K, L (CM1, CM2) СРЕДНЕМЯГКИЕ M, N (C1, C2) СРЕДНИЕ O, P, Q (CT1, CT2, CT3) СРЕДНЕТВЕРДЫЕ R, S (T1, T2) ТВЕРДЫЕ T (BT) ВЕСЬМА ТВЕРДЫЕ V (ЧT) ЧРЕЗВЫЧАЙНО ТВЕРДЫЕ 6. СТРУКТУРА 1-2-3-4 закрытая 5-6-7 средняя 8-9-10 открытая 11-12-13 высокопористая 7. СВЯЗКА V (К) КЕРАМИЧЕСКАЯ B (Б) БАКЕЛИТОВАЯ BF (БУ) БАКЕЛИТОВАЯ С НАЛИЧИЕМ УПРОЧНЯЮЩИХ ЭЛЕМЕНТОВ B4 (Б4 ) БАКЕЛИТОВАЯ С ГРАФИТОВЫМ НАПОЛНИТЕЛЕМ 8. РАБОЧАЯ СКОРОСТЬ, м/с 20; 25; 32; 35; 40; 50; 63; 80; 100 9. КЛАСС НЕУРАВНОВЕШЕННОСТИ 1, 2 Шлифзерно "Электрокорунд нормальный — 13А, 14А" Материал применяется для кругов на керамической связке. Это материал высокой прочности с широкой областью применения. Он содержит 94,5-96,7% Al2O3, TiO2 — 1.8-2.6% и 1-2% других компонентов. Производится путем плавки бокситов. Обладает высокой огнеупорностью и теплопроводностью, применяется в промышленности при изготовлении огнеупорных изделий. Шлифзерно "Электрокорунд белый 24А, 25А" Материал с высокой прочностью. Содержание Al2O3 — 99,4 — 99,7%, при незначительном наличии других окислов (Fe2O3, CaO, SiO2). Чистый материал используется в основном для кругов на керамической связке. Производится путем плавки очень чистого глинозёма. Обладает электрическими свойствами, применяется для производства высоковольтных разрядников и варисторов, а также силитовых нагревателей. Шлифзерно "Карбид кремния черный — 53С, 54С" Карбид кремния благодаря высокой твердости и режущей способности применяется для производства абразивных инструментов и для свободного шлифования. В карбиде кремния чёрном 53С, 54С содержание SiС составляет 96 — 99%. Карбид кремния черный производится путем восстановления двуокиси кремния в печах сопротивления. Карбид кремния широко применяется для шлифования неметаллических материалов. Шлифзерно "Карбид кремния зеленый — 63С, 64С" Карбид кремния зеленый 63С, 64С подобен карбиду кремния черному, но с более высокой чистотой. Область применения карбид кремния зеленого та же; в основном для кругов средних и мелких зернистостей. Карбид кремния благодаря высокой твердости и режущей способности применяется для производства абразивных инструментов и для свободного шлифования. Он необходим для шлифовки чугуна, твердых сплавов, цветных металлов, камня, стекла. Карбид кремния обладает высокой огнеупорностью и теплопроводностью, поэтому широко применяется в промышленности при изготовлении огнеупорных изделий. Карбид кремния обладает уникальными электрическими свойствами, поэтому применяется для производства высоковольтных разрядников и варисторов, а также силитовых нагревателей. Применяется в металлургической промышленности для раскисления стали, в производстве тиглей для разливки цветных и драгоценных металлов, для обмазки желобов и точек.






