Содержание

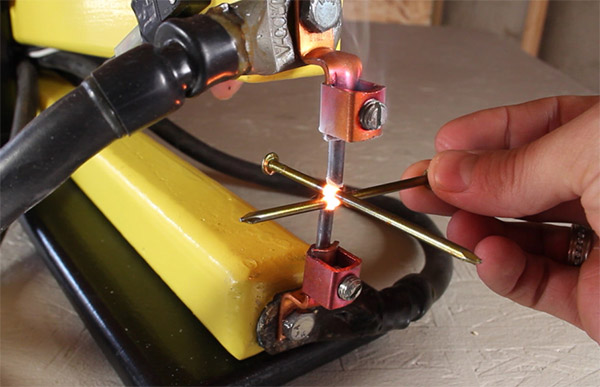
Решил вылижить фото контактной сварки которую сделал несколько лет назад может кому будет полезно.
трансформатор п образный чем больже сердечник тем лучше (я разобрал старую электро дуговую сварку)
контактор чем больше тока выдетживает тем лучше пределы минимум 800а или 1000
тем кто не знает что такое контактор это реле для больших токов
реле на 25 вольт
трансформатор на 25 вольт
медные кабеля
медный наконечник чем толше тем лучше.
мое исполнение не идеально но все работает.
берем трансорматор там две обмотки, первичная и вторичная, первичную оставляем если нет желания вычислять количество мотков и толщину проволоки, я же все это делал так как проволока была аллюминевая а мне хотелось медную, формулу не помню но легко можно найти в нете.
Вторичную обмотку разматываем, берем проволоку медную и делаем из нее жгут сечением 2.5 -3 см, обматываем изоляционной лентой термостойкой делаем 4-5 мотков, получаем 4 вольт переменного напряжения а силу тока я не замерял, небыло нужного приспособления.
Чем меньше силы тока тем меньшей толщины жестянку можно будет приварить, в моем случае сварка берет 0,7 мм ,0,8 раз на раз. короче все дело в сердечнике и в сечении жгута вторичной обмотки.
В моем случае первичную обмотку делал 300 мотков после 150-го мотка делал отход через каждые 50 мотков для переключателя, с помощью переключателя переключаемся на нужное число мотков, чем на меньшее число мотков переключаемся тем больше силы тока получаем.
если решили делать обмотку первичную самому то проволока должна быть изолированной, и после каждого слоя обмотки прокладываем изоляционной бумагой, и смазываем специальным лаком.
дальше необходим таймер, есть много версий но самый простой это конденсаторный, чем больше емкость конденсатора тем дольше он удерживает реле в замкнутом состоянии.
Схему нарисую и выложу но пока что смысл таков: конденсаторы всегда в заряжающем состоянии, как только мы замыкаем ключ конденсаторы переходят из заряжающего состояния в разряжающее, замыкая тем самым реле идуший на контактор, контактор замыкается и со вторичной обмотки ток пускается на уже замкнутые контакты медных наконечников, нагревая тем самым железо.
прилагаю фото.
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
 Бытовой аппарат для точечной сварки CBA-1,5AK
Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
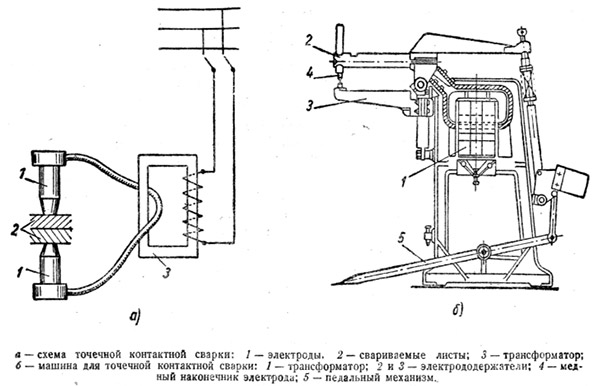
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
 Оборудование для машинной точечной сварки
Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
 Иллюстрация процесса точечной сварки
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
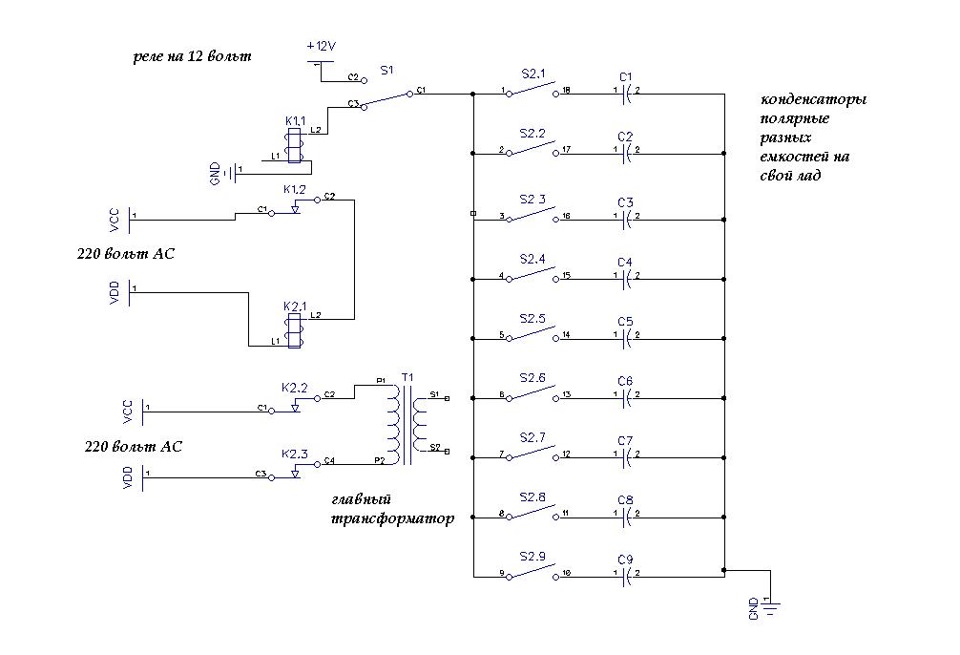
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
 Пример принципиальной схемы аппарата
Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
 Схема аппарата с силой импульса до 2 кА
Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на
220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
![]() Используемый за основу автотрансформатор
Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Машина контактной сварки не только проста при эксплуатации, но ее еще несложно изготовить. Главное, что необязательно владеть навыками данной работы. В том, как сделать самодельную контактную сварку своими руками и из доступных устройств, разберется даже новичок. Что такое контактное соединение?
Виды контактной сварки:
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра. Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах.
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Самостоятельное изготовление
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Чертежи
Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Сварщик на машинах контактной сварки обязательно должен быть аттестован, но если он работает на производстве. Выполнение точечной сварки своими руками несложное занятие, как и дуговая сварка. В бытовых условиях может справиться каждый.
Выполнение работ
Дуговая сварка не подойдет для заваривания отдельных точек.
Перед выполнением работ необходима заточка электродов для контактной сварки, это знает каждый сварщик на машинах контактной сварки.
Контактная стыковая сварка оплавлением производится следующим образом:
- Устанавливаются детали между электродами.
- Под действием прижимного усилия создается сила трения между электродом и поверхностью.
- Выставляется максимальный зазор перед подачей напряжения. В процессе протекания тока создается контактное сопротивление.
- Подается напряжение и электрод перемещается, захватывая стыки, образовывая шов.
Контроль качества швов осуществляется государственного норматива. Стандарт – это ГОСТ 14098, на который ориентируются работники ОТК и на основании лабораторного испытания.
Об оборудовании
Общемашиностроительные нормативы времени на контактную сварку необходимы для выполнения производственных задач в заданный промежуток времени. Для нужд производства приобретается оборудование, например, контактная сварка tecna, формирующая соединения в виде точек.
ООО “ПФ Контактная сварка” выпускает, ремонтирует и дооснащает инверторные агрегаты. План предприятий, направленный на выпуск продукции в машиностроении, должен осуществляться при наличии современных устройств.
Многоточечные машины контактной сварки, в том числе их технология по принципу сварки сетки и стержней в неподвижном состоянии. Роликовая сварка этими машинами объединяет способы выполнения работ как прерывистым, так и непрерывным шагом.
Контактная точечная сварка, сделанная своими руками, нужна для выполнения ремонта изделий из тонкого металла, полиэтилена, в том числе полиэтиленовых труб, осуществляемая встык.
Сегодня представлено в продажу 91 сварочных агрегатов для контактной точечной сварки. Машина контактной точечной сварки МТ 1928 ЛМ предприятием ООО ПФ контактная сварка, изготовлена на основе полупроводников и на конденсаторах в состав комплекта входят:
- регулятор контактной сварки РКС 502 или регулятор контактной сварки РКС 801;
- клещи контактной сварки foxweld ктр 8 3097;
- на обмотку устанавливается контроллер pic16f628.
Машиной выполняются одноточечные соединения, также возможно соединение полиэтиленовых труб. Контактной сварки МТ достаточно для сварки арматуры.
С помощью этого агрегата выполняется контактно стыковая сварка проволоки.
Видео: точечная сварка своими руками (споттер).
Аппарат Акс 2М применяется для сварки медных и цветных сплавов, выполняется точечная сварка аккумуляторов. Сварка для аккумуляторов своими руками несложная по технологии.
Профессиональный сварщик контактной сварки получает специальность в учебном заведении. Вакансии электрогазосварщиков, в том числе и сварщик на машинах контактной сварки или сварщик контактной сварки, всегда открыты на предприятиях.






