Содержание

Алюминиевые электролитические конденсаторы – один из главных элементов, обеспечивающих стабильность работы высокочастотных инверторов сварочных аппаратов. Надежные высококачественные конденсаторы для этого вида применения производят компании Hitachi, Samwha, Yageo.
В первых устройствах, использовавших метод электродуговой сварки, применялись регулируемые трансформаторы переменного тока. Трансформаторные сварочные аппараты наиболее популярны и применяются по сей день. Они надежны, просты в обслуживании, однако имеют ряд недостатков: большой вес, высокое содержание цветных металлов в обмотках трансформатора, малую степень автоматизации процесса сварки. Преодолеть эти недостатки возможно при переходе на более высокие частоты тока и уменьшении размеров выходного трансформатора. Идея уменьшить размер трансформатора за счет перехода от частоты электросети 50 Гц на более высокую родилась еще в 40-е годы XX века. Тогда это делали с помощью электромагнитных преобразователей-вибраторов. В 1950 году для этих целей стали использовать электронные лампы – тиратроны. Однако в сварочной технике использовать их было нежелательно по причине низкого КПД и невысокой надежности. Широкое внедрение полупроводниковых приборов в начале 60-х годов привело к активному развитию сварочных инверторов, сперва – на тиристорной основе, а затем – на транзисторной. Разработанные в начале XXI века биполярные транзисторы с изолированным затвором (IGBT-транзисторы) дали новый импульс развитию инверторных аппаратов. Они могут работать на ультразвуковых частотах, что позволяет значительно уменьшить размеры трансформатора и массу аппарата в целом.
Упрощенно структурную схему инвертора можно представить из трех блоков (рисунок 1). На входе стоит бестрансформаторный выпрямитель с параллельно подключенной емкостью, позволяющей поднять напряжение постоянного тока до 300 В. Инверторный блок производит преобразование постоянного тока в переменный высокочастотный. Частота преобразования доходит до десятков килогерц. В состав блока входит высокочастотный импульсный трансформатор, в котором происходит понижение напряжения. Данный блок может изготавливаться в двух вариантах – с использованием однотактных или двухтактных импульсов. В обоих случаях транзисторный блок работает в ключевом режиме с возможностью регулировки времени включения, что позволяет регулировать ток нагрузки. Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки [1].

Рис. 1. Упрощенная структурная схема сварочного инвертора
Принцип работы сварочного инвертора заключается в поэтапном преобразовании сетевого напряжения. Вначале сетевое переменное напряжение повышается и выпрямляется в предварительном блоке выпрямления. Постоянное напряжение питает высокочастотный генератор на IGBT-транзисторах в инверторном блоке. Высокочастотное переменное напряжение преобразовывается в более низкое с помощью трансформатора и подается на выходной выпрямительный блок. С выхода выпрямителя ток уже можно подавать на сварочный электрод. Ток электрода регулируется схемотехнически путем контроля глубины отрицательной обратной связи. С развитием микропроцессорной техники начали производство инверторных полуавтоматов, способных самостоятельно выбирать режим работы и осуществлять такие функции как «антизалипание», высокочастотное возбуждение дуги, удержание дуги и другие.
Алюминиевые электролитические конденсаторы в сварочных инверторах
Основные компонентные составляющие сварочных инверторов – это полупроводниковые компоненты, понижающий трансформатор и конденсаторы. Сегодня качество полупроводниковых компонентов столь высоко, что при правильной их эксплуатации проблем не возникает. Ввиду того, что устройство работает на высоких частотах и достаточно больших токах, особое внимание следует уделить стабильности работы аппарата – от нее напрямую зависит качество производимых сварочных работ. Наиболее критичными компонентами в данном контексте являются электролитические конденсаторы, от качества которых сильно зависит надежность аппарата и уровень вносимых в электрическую сеть помех.
Наиболее распространенными являются алюминиевые электролитические конденсаторы. Они лучше всего подходят для использования в первичном источнике сетевого ИП. Электролитические конденсаторы имеют высокую емкость, большое номинальное напряжение, малые габариты, и способны работать на звуковых частотах. Такие характеристики относятся к несомненным достоинствам алюминиевых электролитов.
Все алюминиевые электролитические конденсаторы представляют собой последовательно наложенные слои алюминиевой фольги (анод конденсатора), бумажной прокладки, еще одного слоя алюминиевой фольги (катод конденсатора) и еще одного слоя бумаги. Все это сворачивается в рулон и помещается в герметичный контейнер. От анодного и катодного слоев выводятся проводники для включения в цепь. Также алюминиевые слои дополнительно протравливают с целью увеличения площади их поверхности и, соответственно, емкости конденсатора. При этом емкость высоковольтных конденсаторов возрастает примерно в 20 раз, а низковольтных – в 100. Помимо этого вся данная конструкция обрабатывается химическими веществами для достижения требуемых параметров.
Электролитические конденсаторы имеют достаточно непростую структуру, что обуславливает сложность их изготовления и эксплуатации. Характеристики конденсаторов могут сильно меняться при разных режимах работы и климатических условиях эксплуатации. С ростом частоты и температуры снижается емкость конденсатора и ЭПС. При снижении температуры емкость также падает, а ЭПС может возрастать до 100 раз, что, в свою очередь, снижает предельно допустимый ток пульсаций конденсатора. Надежность импульсных и входных сетевых фильтрующих конденсаторов, в первую очередь, зависит от их предельно допустимого тока пульсаций. Протекающие токи пульсаций способны разогревать конденсатор, что служит причиной его раннего выхода из строя.
В инверторах основные назначения электролитических конденсаторов – повышение напряжения во входном выпрямителе и сглаживание возможных пульсаций.
Значительные проблемы в работе инверторов создают большие токи через транзисторы, высокие требования к форме управляющих импульсов, что подразумевает использование мощных драйверов для управления силовыми ключами, высокие требования к монтажу силовых цепей, большие импульсные токи. Все это в значительной степени зависит от добротности конденсаторов входного фильтра, поэтому для инверторных сварочных аппаратов нужно особо тщательно подбирать параметры электролитических конденсаторов. Таким образом, в предварительном блоке выпрямления сварочного инвертора наиболее критичным элементом является фильтрующий электролитический конденсатор, установленный после диодного моста. Рекомендовано устанавливать конденсатор в непосредственной близости к IGBT и диодам, что позволяет устранить влияние индуктивности проводов, соединяющих устройство с источником питания, на работу инвертора. Также установка конденсаторов рядом с потребителями уменьшает внутреннее сопротивление переменному току источника питания, что предотвращает возбуждение усилительных каскадов.
Обычно фильтрующий конденсатор в двухполупериодных преобразователях выбирают таким, чтобы пульсации выпрямленного напряжения не превышали 5…10 В. Следует также учитывать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220 В пульсирующего напряжения, то на конденсаторах будет уже 310 В постоянного напряжения. Обычно же рабочее напряжение в сети ограничивается отметкой в 250 В, следовательно, на выходе фильтра напряжение будет 350 В. В редких случаях сетевое напряжение может подниматься еще выше, поэтому конденсаторы следует выбирать на рабочее напряжение не менее 400 В. Конденсаторы могут иметь дополнительный нагрев благодаря большим рабочим токам. Рекомендованный верхний диапазон температур – не менее 85…105°C. Входные конденсаторы для сглаживания пульсаций выпрямленного напряжения выбирают емкостью 470…2500 мкФ в зависимости от мощности аппарата. При неизменяемом зазоре в резонансном дросселе увеличение емкости входного конденсатора пропорционально увеличивает мощность, отдаваемую в дугу.
В продаже есть емкости, к примеру, на 1500 и 2200 мкФ, но, как правило, вместо одного используют батарею конденсаторов – несколько компонентов одинаковой емкости, включенных параллельно. Благодаря параллельному включению уменьшаются внутренние сопротивление и индуктивность, что улучшает фильтрацию напряжения. Также в начале заряда через конденсаторы протекает очень большой зарядный ток, близкий к току короткого замыкания. Параллельное включение позволяет уменьшить ток, протекающий через каждый конденсатор в отдельности, что увеличивает срок эксплуатации.
Выбор электролитов от Hitachi, Samwha, Yageo
На рынке электроники сегодня можно найти большое количество подходящих конденсаторов от известных и малоизвестных производителей. При выборе оборудования не следует забывать, что при схожих параметрах конденсаторы очень сильно отличаются качеством и надежностью. Наиболее хорошо себя зарекомендовала продукция от таких всемирно известных производителей высококачественных алюминиевых конденсаторов, как Hitachi, Samwha и Yageo. Компании активно разрабатывают новые технологии производства конденсаторов, поэтому их продукция обладает лучшими характеристиками по сравнению с продукцией конкурентов.
Алюминиевые электролитические конденсаторы выпускаются в нескольких форм-факторах:
- для монтажа на печатную плату;
- с усиленными выводами-защелками (Snap-In);
- с болтовыми выводами (Screw Terminal).
В таблицах 1, 2 и 3 представлены серии вышеуказанных производителей, наиболее оптимальные для использования в предварительном блоке выпрямления, а их внешний вид показан на рисунках 2, 3 и 4 соответственно. Приведенные серии имеют максимальный срок службы (в рамках семейства конкретного производителя) и расширенный температурный диапазон.
Таблица 1. Электролитические конденсаторы производства Yageo
| Наименование | Емкость, мкФ | Напряжение, В | Ток пульсаций, А | Размеры, мм | Форм-фактор | Срок службы, ч/°C |
| LV | 470, 560, 680 | 400, 450 | 1,70; 1,90; 2,10 | 35×40, 35×45, 35×50 | Snap-In | 3000/105 |
| LC | 470 | 400, 450 | 1,90; 2,10 | 35×45, 35×50 | Snap-In | 5000/105 |
| NH | 470…22000 | 400, 450, 500 | 2,4…39,4 | 51×80…89×270 | Screw Terminal | 5000/105 |
Таблица 2. Электролитические конденсаторы производства Samwha
| Наименование | Емкость, мкФ | Напряжение, В | Ток пульсаций, А | Размеры, мм | Форм-фактор | Срок службы, ч/°C |
| HY | 470, 560 | 400, 450 | 1,91; 2,14 | 35×45; 35×50 | Snap-In | 7000/105 |
| JY | 470 | 400, 450 | 1,88 | 35×45 | Snap-In | 10000/105 |
| EY | 1500…10000 | 400, 450 | 6,1…24,3 | 51×110…89×160 | Screw Terminal | 7000/105 |
Таблица 3. Электролитические конденсаторы производства Hitachi
| Наименование | Емкость, мкФ | Напряжение, В | Ток пульсаций, А | Размеры, мм | Форм-фактор | Срок службы, ч/°C |
| HP3 | 470…2100 | 400, 420, 450, 500 | 2,75…9,58 | 30×40, 35×35…40×110 |
Snap-In | 6000/85 |
| HU3 | 470…1500 | 400, 420, 450, 500 | 2,17…4,32 | 35×45, 40×41…40×101 |
Snap-In | 6000/105 |
| HL2 | 470…1000 | 400, 420, 450, 500 | 1,92…3,48 | 35×40, 30×50…35×80 |
Snap-In | 12000/105 |
| GXA | 1000…12000 | 400, 450 | 4,5…29,7 | 51×75…90×236 | Screw Terminal | 12000/105 |
| GXR | 2700…11000 | 400, 450 | 8,3…34,2 | 64×100…90×178 | Screw Terminal | 12000/105 |
Как видно из таблиц 1, 2 и 3, номенклатурная база достаточно широка, и пользователь имеет возможность собрать конденсаторную батарею, параметры которой в полной мере обеспечат требования будущего сварочного инвертора. Наиболее надежными представляются конденсаторы компании Hitachi с гарантированным сроком эксплуатации до 12000 часов, в то время как у конкурентов данный параметр составляет до 10000 часов в конденсаторах Samwha серии JY и до 5000 часов в конденсаторах Yageo серий LC, NF, NH. Правда, этот параметр не указывает на гарантированный выход конденсатора из строя по истечении указанного строка. Здесь имеется в виду только время использования при максимальной нагрузке и температуре. При использовании в меньшем диапазоне температур срок эксплуатации, соответственно, возрастет. По истечении указанного строка возможно также уменьшение емкости на 10% и увеличение потерь на 10…13% при работе на максимальной температуре.

Рис. 2. Электролитические конденсаторы Yageo

Рис. 3. Электролитические конденсаторы Samwha

Рис. 4. Электролитические конденсаторы Hitachi
Примечательно, что в каждой серии можно найти различную конфигурацию выводов конденсатора – с усиленными выводами-защелками или болтовыми выводами. Болтовые выводы дают гарантированную надежность сборки, а конденсаторы с выводами-защелками к надежности добавляют еще и простоту монтажа на печатную плату.
Заключение
Рассмотренные высококачественные алюминиевые электролитические конденсаторы производства компаний Hitachi, Samwha и Yageo позволяют решить практически любую задачу разработки высокочастотного сварочного инверторного аппарата. Отличительной особенностью представленных конденсаторов является их разработка в соответствии с требованиями RoHS (Директива об ограничении использования некоторых вредных веществ в электрическом и электронном оборудовании) и прочими экологическими нормами. За консультацией по применению, а также по вопросу приобретения конденсаторов производства всех трех компаний можно обратиться к их дистрибьютору – компании КОМПЭЛ.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН

Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.

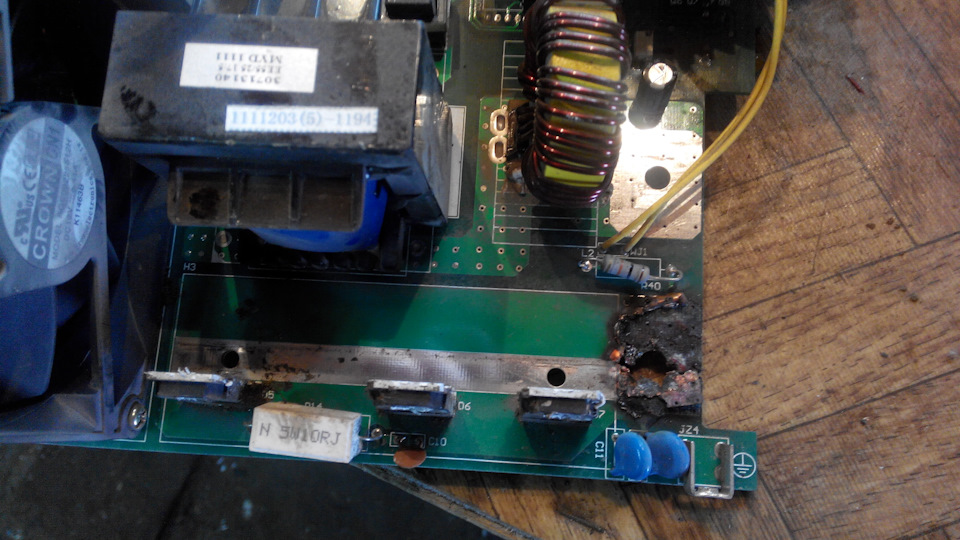
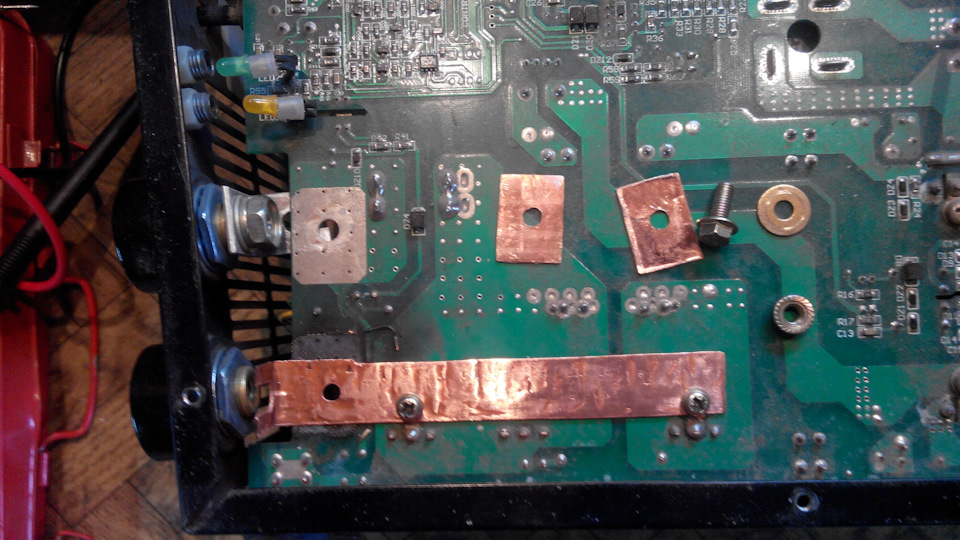
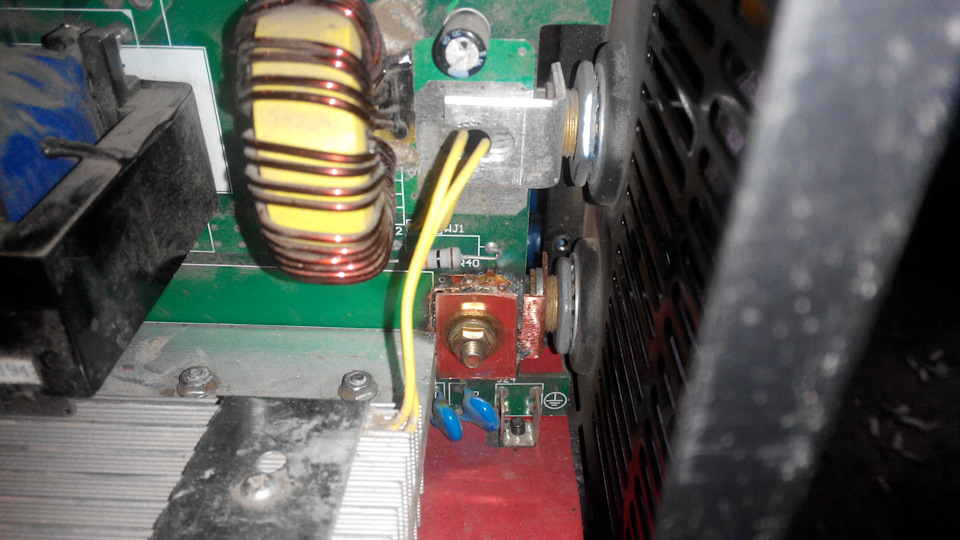
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.

три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.

Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.

Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
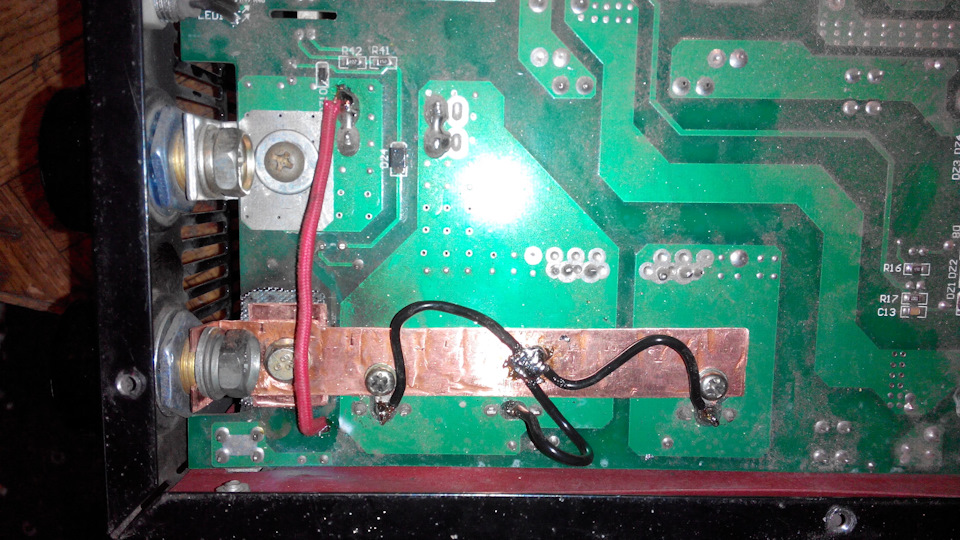
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.

Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
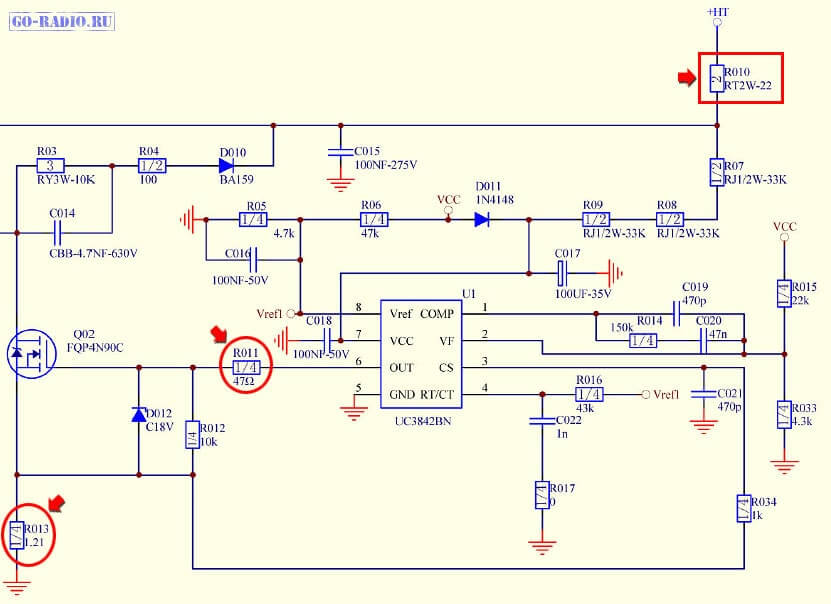
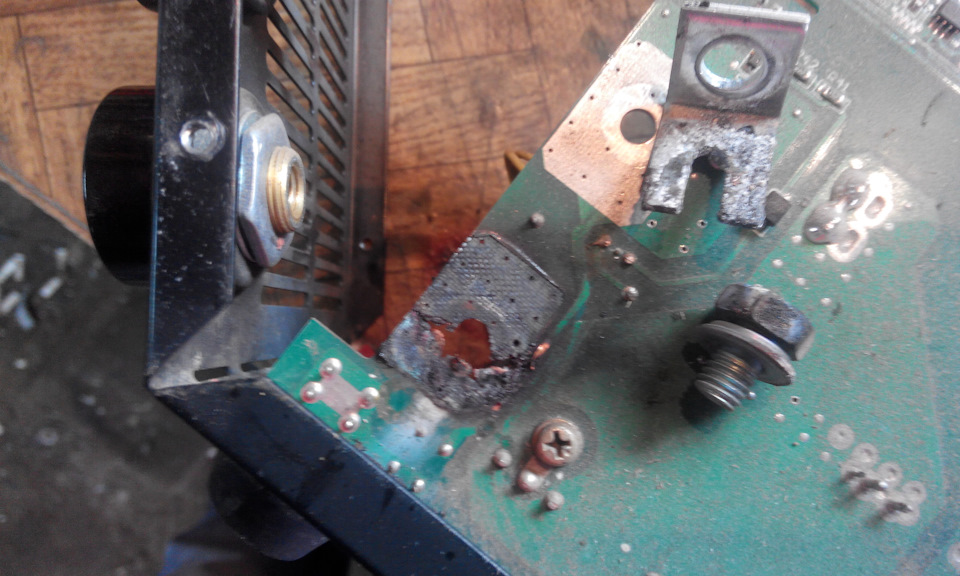
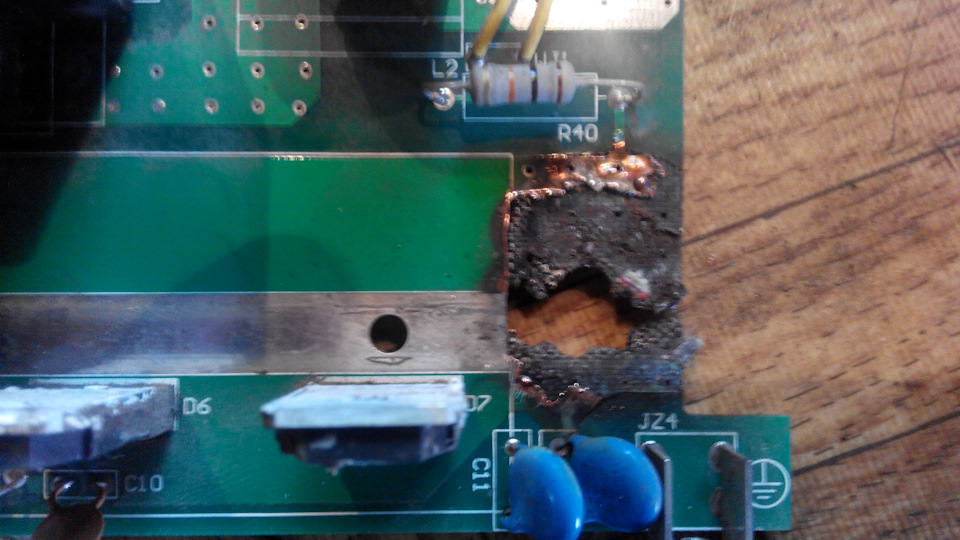
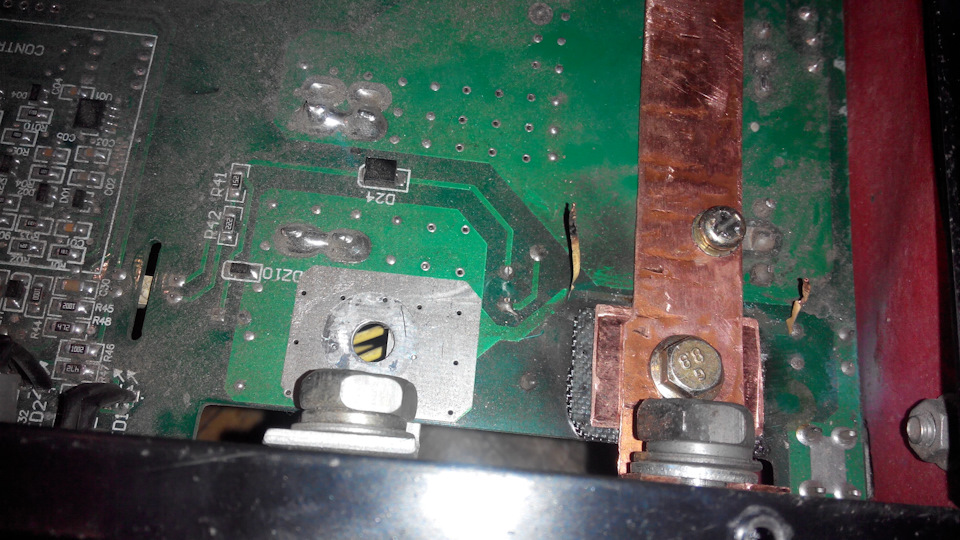
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.

Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких "признаков жизни".
В итоге имеем кучу "мелочёвки", которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.

Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема "Ресанта САИ-250ПН".




Смотрите также
Метки: ремонт ресанты
Комментарии 67

Хочу спросить у профессионала:
Финвал 180 — пропадает искра. Появляется по собственному желанию — ни от чего не зависит. Перегрузка не светится, ток показывает. Внутри все как новое — цвет и запах без изменений, проверил все внутренние соединения — мертво, . Шайтан-арба…
куда еще заглянуть можно?

заглянуть в контакты и проверять контакты надо везде(внутри и снаружи на байонетах с кабелем ).Проверять надо омметром, хотя визуально все будет " Внутри все как новое"
Проверил контакты везде с гаечными ключами. Всё затянуто насмерть.
Окиси не видно.
заглянуть в контакты и проверять контакты надо везде(внутри и снаружи на байонетах с кабелем ).Проверять надо омметром, хотя визуально все будет " Внутри все как новое"
Обычно варю токами 40-50 ампер. Если дуга есть, варит нормально. Погасил — хоть затыкайся, на 120-150 амперах не зажигается. Причем, можно варит 30-60 минут без проблем, а можно 20 секунд и капец. Потом опять появляется вспышка. Ни от времени выдержки, ни от вкл/выкл не зависит. Нигде ничего не греется.
проверьте регулятор сварочного тока (сам переменный резистор).Часто бывает изнашивается быстро и от этого он будет выдавать минимальный ампераж, в моем САИ -200 такое было.
Совет-если виноват регулятор, то ставить взамен надо наш советский проволочный типа ППБ-1.
Спасибо за совет, проверю обязательно. Вопрос в том — где взять советский? Союза нет уже.
Единственное — при вращении регулятора ток меняется плавно, без скачков (циферки на панели ровно и гладко сменяют друг друга в требуемой последовательности). Может быть у него нарушение мозговой деятельности?
вращая ручку, Проверьте его сопротивление между подвижным контактом и любым крайним контактом, а потом уже ищите.Купить советский сейчас можно, т.к в закромах у продавцов есть. Не поможет проверка-ищите далее причину, а лучше к мастеру

если не энкодер стоит, а так то лучше осцилограммы посмотреть))))
Переведите, пожалуйста, на русский язык.
Я пользователь, а не радиоэлектронщик. Электромеханик по образованию, потому умею пользоваться мультиметром и знаю, что такое переменный резистор (даже про проволочный слышал).

Колхоз, не колхоз. Главное работает!


А жёлтый гюсми? Хороший?
Жёлтый Энергомаш, 140А внутри два транзистора по 60, по идее предел 2х95=190
А так не знаю, не пользовал)))

это всё уже давно должно было пахнуть, как же оно работало то?
яп залудил легонько места контактов
я не знаю кто и как им пользовался. если варили на улице, то никто и не будет принюхиваться)))

Постоянно ремонтирую сварочники но работаю в плане авторизации Интерскол.
Не занимаюсь рекламой но видя разные фирмы изнутри у которых всё одно и тоже — конструктивно.
В Интерсколе нравится то что некоторые ошибки и болячки предугаданы и учтены в отличии других фирм.
Просто интерскол постоянно развивается, а остальные бюджетные фирмы прогремят рекламой и лепят одно и тоже Г.
Я отвечаю только в плане бюджетных аппаратов до 200 ампер.

Купил интерскол 160 нравится но пока подарил чутка. Уговаривали на ресанту но я не поддался
Они одинаковые внутри. Но интерскол доработаннее.
Брали ради эксперимента убивали с год назад 160 ку. 8 электродов на 5мм подряд и на резку металла толшиной в 2 см… — думали взорвётся, а он даже в защиту не ушел !

Постоянно ремонтирую сварочники но работаю в плане авторизации Интерскол.
Не занимаюсь рекламой но видя разные фирмы изнутри у которых всё одно и тоже — конструктивно.
В Интерсколе нравится то что некоторые ошибки и болячки предугаданы и учтены в отличии других фирм.
Просто интерскол постоянно развивается, а остальные бюджетные фирмы прогремят рекламой и лепят одно и тоже Г.
Я отвечаю только в плане бюджетных аппаратов до 200 ампер.
шуруповерты какие хорошие будут у них в районе 10-12тр?
Смотря для чего ?! Для дома — одни, для дачи -другие, для стройки и постоянной тяжелой работы другие.
Уточните вопрос. У интерскола вышла серия "Домашний мастер" — себе взял ДА-12ЭР-02. Маленький удобный.
АКБ 3 банки лития.на 1.3А с Али меняются через годик другой хоть до 4 ампер в час и вообще супер.
Среднее для строительства/дачи
ДА-18ЭР "домашний мастер" думаю справится. Но лучше найти ДА-18ЭР не на литии а на никель кадмии.(внешне более объёмный)
Это предыдущая модель уже снятая с производства но запчасти есть в наличии.
ДАУ-13/14.4 и ДА-10-12ЭР тоже надёжные, мощные но старые модели.
В любом случае гарантия 2 года.

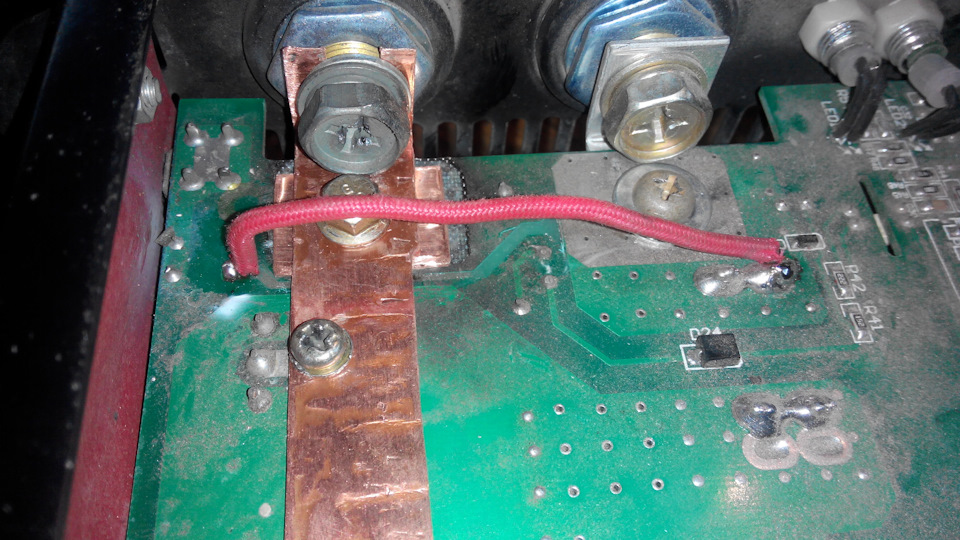
ресанта 190а с этой же бедой все от плохого контакта залечил медью с двух сторон облудил и покрасил с балончика, уже второй год полет нормальный
С экранчиком? Такой? За три года я в него ещё не лазил)))

Нет простой без экрана я его с рук взял там уже пытались его восстановить, а так сварка очень даже хорошая и горячий старт и антистик, мне нравится
У меня оказывается 220пн)))
Да она вроде как для плохой сети, интересно как будет варить при 170в

Делал неделю назад знакомому ресанту 190 взорвался конденсатор и резистор питания 12вт сгорел.






