Содержание
Читайте также:
|
 |
весьма чистых (гладких) поверхностей — доводочные, отделочные станки и другие, либо для выполнения определенных операций над различными деталями резьбошлифоваль-ные, шлицешлифовальные и др.
С внедрением в практику новых методов получения заготовок с малыми при-пусками (ковка в штампах, литьё в формы под давлением и др.) появилась возможность обрабатывать такие заготовки сразу шлифованием, минуя обработку на других метало-режущих станках. Поэтому шлифовальные станки со временем могут оказаться преобла-дающими среди других металлорежущих станков.
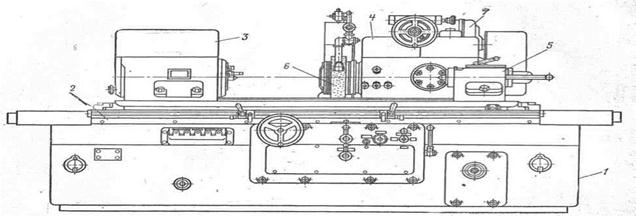
Круглошлифовальные станки предназначены для шлифования цилиндрических поверхностей тел вращения, пологих конических и торцевых поверхностей. В электро-машиностроении на таких станках шлифуют валы электродвигателей. На рис.11-1 изо-бражён круглошлифовальный станок, основными узлами которого являются: станина 1; рабочий стол 2 с размещёнными на нём передней 3 и задней 5 бабками; шлифовальная бабка 4, на шпинделе которой закрепляется шлифовальный круг 6. Обрабатываемая деталь устанавливается в центрах задней и передней бабки и закрепляется в патроне передней бабки. Патрон получает вращение от электродвигателя через плоскоременную передачу. Шлифовальный круг приводится во вращение от главного двигателя 7 через клиноременную передачу.
На рис.11-2, а изображена схема процесса наружного шлифования на круглошли-фовальном станке. Шлифовальный круг 2 и обрабатываемая деталь 1 вращаются в разные стороны. Вращение детали создаёт круговую подачу Vи, вращение шлифовального круга — главное движение — скорость резания Vк. Для обработки детали по длине, если она превышает ширину круга, стол станка с установленной на нём деталью совершает возвратно-поступательное движение (создает продольную подачу s1). Шлифовальный круг совершает поперечное периодическое перемещение относительно детали – попе-речную подачу s2 (подачу на глубину резания).
В тяжёлых круглошлифовальных станках при больших размерах обрабатываемых деталей продольное перемещение совершает шлифовальная бабка с кругом, а стол с де-талью, закреплённой в передней и задней бабках, остаётся неподвижным.
 |
Внутришлифовальные станки предназначены для шлифования внутренних цилиндрических, конических и других поверхностей тел вращения (рис.11-2,6). Обычно у таких станков обрабатываемая деталь вращается вокруг оси шлифуемого отверстия, осуществляя круговую подачу vИ. Шлифовальный круг вращается вокруг создавая скорость резания vк. Продольная подача s1 получается за счёт возвратно-поступательного движения шлифовального круга или детали. Поперечная подача s 2 производится путём периодического поперечного перемещения шлифовальной баб-ки в конце каждого прохода поверхности обрабатываемой детали.
Плоскошлифовальные станки предназначаются для обработки наружных по-верхностей плоских деталей. По форме стола, на котором закрепляются шлифуемые изделия, эти станки подразделяются на станки с прямоугольным и круглым столами, а по расположению шлифовального круга — на станки с горизонтальным и вертикальным шпинделем.
На рис.11-3 показан общий вид плоскошлифовального станка с прямоуголь-ным столом. Его основные узлы: станина 1, стойка 2, шлифовальная бабка 3, рабочий стол 4. Дисковый абразивный круг 5 укрепляется на конце шпинделя шлифовальной бабки. Шлифуемая деталь в зависимости от её формы, размера и материала закрепляется непосредственно на столе станка, либо на специальной магнитной плите, устанавливаемой на столе.
 |
В плоскошлифовальные станки кроме главного движжения — вращения круга, различают следующие виды движений:
а) в станках с прямоугольным столом и при обработке деталей периферией круга (см. рис.11-2,в) стол с деталью совершает возвратно-поступательное движение подачи-Vи, шлифовальная бабка (или стол) — периодическое перемещение S1 на величину, несколько меньшую ширины круга, после каждого хода стола, а круг получает вертикальное перемещение — подачу S2 на глубину резания — после очеред-ной обработки всей плоскости шлифования,
б) в станках с круглым столом при обработке деталей торцом круга (см. рис.П-2,г) столу сообщается движение круговой подачи Wющ а кругу — вертикальное периоди-ческое перемещение S 0.
Дата добавления: 2014-11-13 ; просмотров: 551 ; Нарушение авторских прав

Шлифовальные станки — отдельная категория металлообрабатывающих станков, которые предназначены для производства операций шлифовки. Имеется несколько основных видов этих станков, которые различаются по конструкции, принципу работы и виду обрабатываемых поверхностей. Рассмотрим каждый из них по отдельности.
Круглошлифовальный станок
Станки кгруглошлифовальной подгруппы (рис. 1) предназначены для производства шлифовальных операций на наружных и внутренних поверхностях тел вращения.

Рисунок 1. Круглошлифовальный станок.
Конструктивно круглошлифовальный станок состоит из станины (1), стола (2) двух бабок (3,5), в которых закрепляется цилиндрическая или коническая деталь и приводной бабки (4), в которой закреплен рабочий орган. Рабочим органом на этом станке является шлифовальный круг. Здесь имеются различия в способе подачи вращательного движения, которые часто комбинируются в зависимости от требуемого эффекта:
- вращается сама заготовка;
- вращается шлифовальный круг;
- вращается и заготовка, и круг.
В общем случае заготовка закрепляется в центрах. Запускается приводной электродвигатель шлифовального круга. Выбирается скорость вращения круга и скорость подачи. Круг подается на заготовку. Осуществляется продольная подача с определенной скоростью. В процессе работы шлифовальный круг снимает металл с поверхности заготовки, тем самым сглаживая неровности и уменьшая шероховатость.
Также различаются способы подачи шлифовального круга при обработке детали (рис. 2).

Рисунок 2. Способы шлифования.
Основные способы шлифования поверхностей тел вращения следующие:
- с осуществлением продольной подачи;
- с заглублением;
- с врезанием;
- с последовательным врезанием;
- комбинированный.
Станки для круглого шлифования подразделяются на следующие категории:
- стандартные;
- специализированные;
- универсальные;
- бесцентровые;
- врезные.
Самым распространенным является стандартный круглошлифовальный станок.
Внутришлифовальный станок
Внутришлифовальные станки (рис. 3) предназначены для обработки внутренних цилиндрических, конически и сферических поверхностей.

Рисунок 3. Внутришлифовальный станок.
Процедура внутреннего шлифования предназначена для финальной обработки внутренних поверхностей деталей. Одним из положительных эффектов, помимо убирания неровностей и понижения шероховатости, является исправление отклонения внутренней поверхности детали от оси вращения. Такое отклонение появляется, как правило, из-за погрешностей при производстве предыдущих металлорежущих операций.
Плоскошлифовальный станок имеет две бабки. В одной из них установлен патрон. В патроне закрепляется деталь. Вторая бабка имеет собственный привод. В ней установлен держатель, в котором фиксируется шлифовальный инструмент. Передняя бабка неподвижна. Подача осуществляется перемещением задней бабки на салазках. Часто подобные станки оснащаются дополнительным подводом смазывающе-охлаждающей жидкости.
Плоскошлифовальный станок
Плоскошлифовальные станки (рис. 4) предназначены для обработки плоских поверхностей деталей с использованием абразивного инструмента, как правило, шлифовального круга.

Рисунок 4. Плоскошлифовальный станок.
Конструктивно плоскошлифовальный станок состоит из станины, на которой установлен стол. В нем закрепляется обрабатываемая деталь. На станине устанавливается суппорт. В зависимости от степени подвижности элементов, плоскошлифовальные станки подразделяются на три подгруппы:
- с подвижным столом;
- с подвижным суппортом;
- с подвижным столом и суппортом.
В суппорте имеется шлифовальная головка, в которой закрепляется абразивный круг. Приводится круг в движение электродвигателем. Для изменения частоты вращения имеется коробка скоростей.
Шлифование осуществляется возвратно-поступательными движениями заготовки относительно абразивного круга или с постоянной подачей в одном направлении до завершения прохода.
Бесцентрошлифовальный станок
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.

Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Хонинговальный станок
Хонинговальные станки (рис. 6) применяются для обработки наружных и внутренних поверхностей деталей, которые имеют цилиндрическую или коническую форму. Для проведения операции шлифования на этом станке применяется специальная хонинговальная головка.

Рисунок 6. Хонинговальный станок.
Шпиндель хонинговального станка в процессе работы совершает одновременно возвратно-поступательные и вращательные движения. При этом на поверхность обрабатываемой детали наносится своеобразный микрорельеф.
Операция хонингования наиболее широко применяется в автомобилестроении. Внутренняя поверхность цилиндров ДВС шлифуется именно таким способом. После хонингования на поверхности цилиндров образовываются микробороздки, которые удерживают масло, что увеличивает ресурс двигателя.

Назначение шлифовальных станков
Металлорежущие станки, предназначенные для обработки заготовок абразивными инструментами, составляют шлифовальную группу. При обычном шлифовании достигают параметра шероховатости поверхности Ra = 1,25 . 0,32 мкм, при точном шлифовании Ra = 0,38 . 0,08 мкм, а при отделочных операциях Ra =0,08 . 0,02 мкм.
Классификация и расшифровка шлифовальных станков
Шлифовальные станки имеют широкую номенклатуру и отличаются по назначению, устройству, конструктивным параметрам, универсальности, степени автоматизации, точности и виду инструмента.
По степени универсальности металлорежущие станки подразделяют на универсальные для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве; специализированные для обработки однотипных деталей различных размеров в крупносерийном и массовом производстве; специальные для обработки деталей одного типоразмера в массовом производстве.
Все металлорежущие станки, в том числе и шлифовальные, в соответствии с ГОСТ 8 — 82Е изготовляют пяти классов точности; Н — нормальной; П — повышенной; В — высокой; А — особо высокой; С — особо точные.
По массе различают станки легкие — массой до 1 т, средние — массой до 10 т, тяжелые — массой свыше 10 т. Особо тяжелые станки массой свыше 100 т называют универсальными.
Расшифровка шлифовальных станков
Условное обозначение модели станка состоит из сочетания трех — пяти цифр и одной-трех букв (например 3Л722В).
Первая цифра обозначает шифр группы станков. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам ( 1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам).
Вторая цифра обозначает типы шлифовальных станков:
- 1 — круглошлифовальные;
- 2 — внутришлифовальные;
- 3 — обдирочно-шлифовальные;
- 4 — специализированные шлифовальные;
- 5 — не применяется;
- 6 — заточные;
- 7 — плоскошлифовальные;
- 8 — притирочные и доводочные;
- 9 — разные.
Третья, а иногда и четвертая цифры характеризуют основные параметры станка или детали. Так, на станке 3M151 обрабатывают заготовки диаметром 200 мм и длиной 700 мм, а на станке 3M152 соответственно 200 и 1000 мм.
Буквы, стоящие после цифр, указывают на модернизацию базовой модели станка, степень точности и особенности станка. Обычно первая из букв стоит после первой или второй цифры и указывает на то, что рассматриваемая конструкция станка усовершенствована, т. е. принадлежит к новому поколению станков (например модель 3К229).
Расшифровка шлифовального станка 3Л722В
- 3 — группа шлифовальных и доводочных станков
- Л — поколение станка
- 7 — плоскошлифовальный тип
- 22 — станок определенного типоразмера с длиной и шириной стола 1250х320 мм
- В — высокий класс точности

Для станков с программным управлением введена дополнительная индексация, которую проставляют в конце условного обозначения модели. В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
Для обозначения станков с числовым программным управлением (ЧПУ) и устройством цифровой индикации (УЦИ) в условное обозначение модели введена буква Ф с цифрой: 1 — для станков с цифровой индикацией положения, а также станков с цифровой индикацией и предварительным ручным набором координат; 2 — для станков с позиционными системами ЧПУ; 3 — для станков с контурными системами ЧПУ; 4 — для станков с комбинированной системой ЧПУ.
Специальные и специализированные станки обозначают индексом, состоящим из одной или двух букв, присвоенных каждому заводу-изготовителю, который ставят перед шифром модели станка. При выпуске заводом-изготовителем нескольких моделей станка его шифр дполняют порядковым номером модели.






