Содержание
Закалить пружину – это значит подвергнуть ее термической обработке с целью повышения прочности, упругости, твердости и пластичности изделия, что в результате отразится на физико-химических свойствах и сроке эксплуатации. Сущность процесса заключается в нагреве до температуры, при которой структура металла переходит в особое состояние, и высокоскоростном охлаждении в различных средах, включая охлаждение на воздухе. Выбор технологии закалки зависит от марки стали, из которой изготовлена пружина и диаметра проволоки. Такую операцию выполняют в производственных и домашних условиях.
Самодельную пружину не рекомендуется использовать в устройствах, работающих при повышенных нагрузках.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).

На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Изготовление пружины своими руками
Чтобы изготовить пружину в домашних условиях, необходимо определиться с такими характеристиками:
- маркой стали, из которой будет изготавливаться изделие;
- диаметром проволоки;
- количеством навиваемых витков;
- шагом витка.

Самодельное изделие может изготавливаться на оправке и с помощью шуруповерта. Понадобятся еще кусачки, молоток, тиски, источник нагрева (печь, газовая горелка, костер), среда для охлаждения и дополнительные приспособления.
Самый простой способ изготовления – это намотать провод на какой-либо стержень подходящего диаметра вручную. При этом необходимо следить за тем, чтобы витки плотно прилегали друг к другу.
Процесс изготовления пружины с помощью шуруповерта можно посмотреть на видео:
При изготовлении изделия своими руками необходимо придерживаться следующих простых правил:
- Проволока должна быть абсолютно ровной. Если изделие изготавливают из неровной или старой пружины, она обязательно должна быть выровнена.
- Проволока должна быть очищена от ржавчины, масел и других загрязнений. Для этого используют содовый раствор или химические средства, позволяющие растворить масла и снять ржавчину. Протирать проволоку рекомендуется опилками.
- Проволока диаметром более 2 мм перед навивкой должна быть подвергнута процедуре отжига путем нагрева докрасна (температура в пределах 400 °C) и охлаждения на воздухе.
- При намотке необходимо контролировать положение витков относительно друг друга. Они должны плотно прилегать один к одному.
Закалка пружин в домашних условиях может выполняться несколькими способами: с помощью газовой горелки, нагревом в печи, изготовленной из кирпича или камня, или просто в костре. Нагрев должен производиться до температуры около 870 °C. На глаз это определяется цветом проволоки: она в процессе нагрева делается почти белого цвета. Затем ее необходимо поместить в масло (трансформаторное, веретенное или другую жидкую среду), которое обеспечит медленное охлаждение. Напомним, что быстрое охлаждение может вызвать возникновение трещин, которые отрицательно скажутся на качестве пружины.
В производственных условиях пружины укладывают в сетчатую корзину, иногда предварительно прогрев их (зависит от марки стали). Эту корзину помещают в закалочную печь, которая нагрета до необходимой температуры и выдерживают определенное время с целью прогрева материала по всему сечению. С этой же целью пружины скрепляют проволокой или помещают в специальную обойму. Время выдержки для каждой марки стали рассчитывается и выбирается с учетом материала пружины и ее диаметра. На производстве обычно пользуются специальными диаграммами. Закалочная среда подбирается также в зависимости от этих параметров. Это может быть масло, жидкая закалочная среда, воздух и др. Жидкая среда представляет собой воду, в которую добавлены мел, известь или мыло в определенных количествах. Наличие в водной среде этих элементов позволяет уменьшить скорость охлаждения и избежать возникновения трещин в металле пружины.
В домашних условиях обычно используют в качестве жидкой среды мыльный раствор или трансформаторное масло, которое налито в достаточном количестве в емкость. Пружины должны полностью погружаться в нее и остывать там до комнатной температуры.
Изготовленную кустарным способом пружину рекомендуется выдержать на протяжении некоторого времени в сжатом состоянии. Обычно время выдержки лежит в пределах от 20 до 40 часов.
Качество изготовления и надежность работы изготовленной в домашних условиях пружины зависит от технологии ее изготовления. Грамотно выполненная термообработка уменьшит остаточные деформации, увеличит упругость и вязкость. Закалить – это значит получить высокие качественные показатели, которые позволят использовать пружину в изделиях ответственного назначения.
Термообработка пружины с применением доступных средств показана на видео:
Просим тех, кто занимался изготовлением пружин в домашних условиях, поделиться опытом в комментариях к тексту и рассказать, каким способом выполнялась подготовка к навивке, сам процесс изготовления и термическая обработка.
 Многие из нас сталкивались с ситуацией, когда появлялась необходимость в изготовлении своими руками пружины для той или иной домашней утвари.
Многие из нас сталкивались с ситуацией, когда появлялась необходимость в изготовлении своими руками пружины для той или иной домашней утвари.
И некоторые граждане не знают, как очень просто можно сделать такую пружину даже в не очень подходящих для этого домашних условиях с помощью простейших приспособлений.
Потребности в навивке пружин могут быть самые разные. Допустим, иногда требуется изготовить нихромовую спираль ТЭНа для какого-либо старинного нагревателя, которую и пружиной-то назвать можно с очень большой натяжкой из-за ее чрезмерно низкой упругости. Но принцип ее изготовления ничем не отличается от навивки пружины из стальной закаленной проволоки.
Подобные спирали меня неоднократно просила изготовить соседка-портниха к нагревателям пары тяжеленных утюгов с чугунными грузами, отлитыми, наверное, еще во времена Ивана Грозного. Оказывается, в домашних условиях современным легким утюгом невозможно прогладить швы сшитого пальто.
Для изготовления в домашних условиях похожей пружины ТЭНа вплотную виток к витку навивают спираль из нихромового провода, затем ее растягивают так, чтобы навитые витки были разнесены по длине. То есть они не должны, соприкасаясь, контачить друг с другом. Поверх витков спирали надеваются изоляторы из керамических чашечек перегоревшей пружины из нихромовой проволоки.
Но перед навивкой нагревательной пружины длина нихромового провода должна быт строго отмерена, исходя из расчетного сопротивления проходящего через него тока. В противном случае спираль так тщательно изготовленной нами токопроводящей пружины может либо слабо нагреваться, либо быстро сгорит.
Пружины к старым ТЭНам легко изготовить в домашних условиях из сравнительно мягкой проволоки, обладающей большим удельным сопротивлением проходящему сквозь нее току. При этом не потребуется каких-то специальных приспособлений.
Для изготовления пружины к электронагревателю берем новую нихромовую проволоку того же, что и в ТЭНе диаметра и, пропуская ее с натягом между пальцами руки, наматываем новую спираль вокруг круглого проволочного прутка.
При этом следует подобрать пруток с диаметром на четверть меньше, чем у витков сгоревшего нагревателя, так как вновь намотанная пружина примерно на эту величину с увеличением диаметра витков обязательно разовьется.
Очевидно, для изготовления в домашних условиях новой пружины следует взять нихромовый провод той же длины, что был намотан до этого на ТЭНе. Для этого старую спираль следует вытянуть и замерить ее длину, либо произвести совсем несложные расчеты, привязанные к удельному сопротивлению высокоомного намоточного провода и мощности нагревательного устройства.
И для удобства навивки пружины на торце прутка следует сделать пропил. В домашних условиях пропилить в прутке паз можно даже обломком ножовочного полотна по металлу. Подробности читайте ниже.
Как самостоятельно сделать пружину
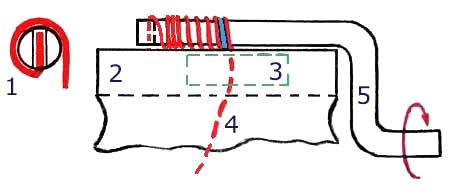
Взглянув на эскиз под заголовком статьи, можно и без лишних подсказок догадаться, как в домашних условиях можно самостоятельно сделать пружину из упругой стальной проволоки, обладающей малым коэффициентом деформации.
На рисунке под цифрой «2» показаны «губки» тисков, через которые нам потребуется с усилием протянуть проволоку при изготовлении пружины своими руками.
Цифрой «3» обозначены две тонкие пластины, приклеенные изнутри тисков к «губкам», которые можно самостоятельно сделать перед навивкой пружины из твердой пластмассы наподобие гетинакса. Тогда в них при намотке витков пружины не будет прорезаться канавка.
Но, если для изготовления пружины вы воспользуетесь настольными тисками с гладкими прижимными губками, то пластины между ними ставить не обязательно.
Цифрой «4» обозначена стальная упругая пружинная проволока. Цифре «5» присвоена самому поворотному устройству, на штоке которого и будет навиваться пружина.
Самодельное поворотное устройство представляет собой уменьшенную копию ручки запуска мотора автомобиля, которое можно тоже сделать самостоятельно из сварочного электрода или жесткой проволоки нужного диаметра.
Посредине торца штока должна быть обязательно пропилена прорезь (смотрите позицию «1»). Иначе мы не сможем закрепить конец проволоки, для того чтобы начать изготовление пружины. Пропил в торце штока перед намоткой пружины можно сделать шлицовкой или ножовкой по металлу.
Для того чтобы сделать пружину из сравнительно толстой проволоки, изгиб вертикальной составляющую ручки (обозначена цифрой «5») следует удлинить. Тогда увеличится плечо ручки и будет полегче работать нашему собственному плечу.
Ручку для самостоятельной навивки небольшой пружины можно сделать из обычного длинного гвоздя, обрезав его с двух сторон и согнув так, как показано на эскизе.
Если диаметр гвоздя мал, а нам требуется сделать пружину большего диаметра, то на шток ручки (рабочая горизонтальная часть) следует надеть нужной толщины трубку.
В торце трубки следует сделать пропил для захода проволоки и производить изготовление пружины обычным порядком.
Для удобства навивки пружины большой зазор между внутренним диаметром трубки и диаметром штока ручки можно выбрать, намотав на шток "заводилки" бумажную полосу. Последний оборот бумаги приклеивается. Далее на рулон бумаги надевается трубка.
Следует иметь в виду, что снятая со штока, сделанная из упругой проволоки пружина, слегка развивается, после чего ее диаметр может увеличиться на 15-30%. Все будет зависеть от качества закалки провода и усилия, которое будет приложено при навивке пружины.
Чем мягче провод и больше будет приложено усилие при протяжке его между губок тисков, тем меньше разовьется и самостоятельно изготовленная пружина.
Навивка пружины своими руками
Перед навивкой своими руками пружины стальную проволоку (допустим, гитарную струну) следует выпрямить. Для этого с сильным натягом несколько раз проведите ее за какой-нибудь круглой металлической поверхностью.
Далее попробуем сделать пружину своими руками с нуля. Для этого конец проволоки сгибаем пассатижами под прямым углом и вставляем в торцовую прорезь штока ручки (позиция «1») Кончик проволоки не должен выступать за пределы прорези в штоке, иначе при намотке витков он будет постоянно упираться в «губки» тисков.
Первый виток пружины, не имея должного опыта в навивке пружин, можно намотать тоже с помощью пассатижей. Затем проволоку заводим между приклеенных на «губки» тисков гетинаксовых пластин, кладем шток на тисы, сводим вместе «губки» тисков.
От усилия, с которым мы затянем в тисках провод, будет зависеть величина, на которую полностью сделанная своими руками пружина после навивки разовьется, увеличив тем самым свой диаметр.
Проволока в тисах должна быть затянута туго, но усилия, приложенного к рычагу «5» ручки, должно вполне хватать для того, чтобы провод можно было протянуть сквозь губки тисков.
Далее начинаем вращать ручку. Удобнее, если ее направление вращения будет таким же, что и на рисунке (от себя по часовой стрелке). Тогда мы сможем отслеживать визуально, как ложатся витки при изготовлении пружины.
Еще раз взглянем на эскиз. На нем четко видно, что три первых навитых витка пружины легли рядом. Такая пружина может работать только на растяжение.
Таким способом можно навит пружину своими руками на автомате, если провод ровный. В крайнем случае, со стороны торца (захода конца провода) шток можно слегка прижать каким-нибудь металлическим предметом.
Следующие пять витков на пружине навиты с определенным шагом. То есть между витками существует зазор. Подобные пружины могут работать как на растяжение, так и на сжатие. Рыбаки могут пружину на сжатие применить при изготовлении своими руками удочки для зимней рыбалки.
Шаг между витками в процессе навивки пружины можно задать тоже очень легко. Для этого в точке выхода проволоки из «губок» тисков проложите пластину нужной вам толщины и продолжите навивку пружины.
Увеличение диаметра навитой пружины
На этом же штоке в виде автомобильной заводной ручки можно навить пружину большего диаметра, как продолжение уже намотанных витков. Для этого, не раскручивая тисков, вытащим шток из пружины, которая тут же несколько разовьется. Но нас это не должно смущать.
Далее наденем на шток трубку прорезью к выходящей из тисков проволоке. Затем шток заведем в намотанные витки пружины малого диаметра, в прорези штока закрепим заход пружины. То есть опять заведем в прорезь на конце "заводной" ручки согнутый под прямым углом конец проволоки.
Затем заведем проволоку в прорезь на торце трубки с большим, чем на штоке, диаметром и начнем вращать ручку. Естественно, несколько оборотов до натяжения проволоки будут пустыми и только после этого провод начнет навиваться на насаженной поверх штока трубке.
Сделав одним из предложенных выше способов пружину (с некоторым запасом) нужной длины, снимаем ее со штока или трубки. Далее изготовленную пружину следует подогнать по длине. Здесь мои советы упираются только в применение трехгранного надфиля с алмазным напылением.
Нужную чистоту подрезанных конечных витков изготовленной пружины можно получить тоже с помощью надфиля с очень твердым покрытием, либо с применением бруска.
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.

Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.

Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.

Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.

Применение пружины в быту
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:

Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.

Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.

Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.

Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.

Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.

Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.






