Содержание
Дюймовая коническая резьба – вид резьбы, при котором все выступы располагаются на конической поверхности по винтовой линии. Все её параметры выражаются в дюймах (1 дюйм равняется 25,4 мм или 2,54 см).

Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Главным преимуществом конической резьбы является деформация витков, что обеспечивает высокую непроницаемость соединения.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.

Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Отличия от метрической резьбы
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.

Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика. Необходимо обращать внимание на строение профиля и местоположения винтовых проходов.
Технологии нарезки
Чаще всего нарезка производится при помощи механического станка. Заготовка располагается на станке в вертикальном положении. Механический станок обрабатывает заготовку при помощи резьбовых инструментов – резцов, изготавливаемых из прочных железных сплавов. Внутренняя нарезка производится резцами изогнутой формы, наружная нарезка осуществляется резцами прямой или выгнутой формы. Чтобы получить максимально точную резьбу на механическом станке, нужно правильно соотнести частоту оборотов заготовки и угол воздействия резцов, учитывая параметры производительности станка.
Чтобы осуществить внутреннее нарезание вручную, необходимо создать отверстие в детали при помощи сверления.
Нарезка производится посредством метчиков – стержней с режущими кромками. Метчики подбираются, исходя из диаметра и шага, и закрепляются в тисках. Изначально используется черновой метчик для придания приблизительных размеров. После применяется чистовой метчик, посредством которого изделию придаются точные формы, в соответствии с заданными параметрами. Внутренняя резьба выполнена правильно только в том случае, если болты ввёртываются в трубу легко и плотно.

Наружное нарезание также может осуществляться вручную при помощи плашки. Этот инструмент закрепляется винтами на плашкодержателе, к нему прикрепляется стержень. Плашка должна находиться под углом 90° относительно оси нарезаемой детали. Далее мастер производит несколько переменных оборотов плашки до тех пор, пока не будет достигнута точная длина заготовки. Правильность выполнения наружного нарезания проверяется калибрами или гайками.
Маркировка и классы точности
В соответствии с ГОСТом 6111-52, дюймовая коническая резьба делится на 3 класса точности, обозначаемые цифрами от 1 до 3. После цифровых значений ставится буква, обозначающая тип нарезания (A – внешняя, B – внутренняя). К 1 классу относятся резьбы с низкой степенью точности нарезания. Представителями 2 категории являются резьбы средней степени точности. К 3 классу относятся варианты высокой точности, выполняемые по строгим нормативам.
Для определения качества изделия необходимо изучить его номенклатуру с обозначениями. Вид нарезки обозначается отдельной буквой. Например, символ R обозначает дюймовую конусную резьбу. После него следует значение диаметра, выраженное либо целым числом, либо дробью. Символы L (Left) и R (Right) указывают направление витков. В конце маркировки пишется длина свинчивания. В некоторых обозначениях дополнительно пишется класс.


Для правильной маркировки изделия нужно изучить его качества. Для измерений идеально подходят калибры, определяющие множество характеристик дюймовой резьбы. Но в большинстве случаев эти цифры являются табличными величинами. В редких случаях люди прибегают к использованию линеек. Стоит учитывать единицу измерения резьбы, чтобы правильно определить обозначение.
Таблица размеров
Табличный регламент ГОСТ 6111-52 устанавливает размер и другие характеристики нарезки. В следующей таблице представлены значения этого ГОСТа для дюймовой конической резьбы с углом профиля 60°:
| Размер резьбы, дюйм | Внешний диаметр, мм. | Средний диаметр, мм. | Внутренний диаметр, мм. | Число ниток на 1 дюйм | Шаг, мм. | Высота профиля, мм. |
| 3/16 | 4,67 | 4,14 | 3,11 | 24 | 1,25 | 0,78 |
| 1/4 | 6,24 | 5,43 | 4,84 | 20 | 1,33 | 0,92 |
| 5/16 | 8,72 | 7,58 | 6,27 | 18 | 1,58 | 1,01 |
| 3/8 | 9,81 | 8,93 | 7,51 | 16 | 1,64 | 1,23 |
| 7/16 | 11,53 | 10,21 | 8,84 | 14 | 1,95 | 1,34 |
| 1/2 | 12,36 | 11,16 | 10,49 | 12 | 2,24 | 1,46 |
| 9/16 | 14,45 | 13,57 | 11,636 | 11 | 2,24 | 1,46 |
| 5/8 | 15,54 | 14,72 | 13,31 | 10 | 2,43 | 1,53 |
| 3/4 | 19,26 | 17,43 | 15,83 | 9 | 2,61 | 1,75 |
Несмотря на то, что сейчас дюймовая конусная резьба не пользуется широкой популярностью среди рядовых производителей, она применяется в производстве комплектующих для разнообразной электротехники.
Этот вид имеет множество преимуществ, по сравнению с метрической резьбой. Он располагает прочностью и лёгкостью конструкции. И в будущем его потенциал будет раскрыт во многих отраслях, особенно в сфере по изготовлению пластиковых и металлических соединительных механизмов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Нарезание — коническая резьба
Нарезание конической резьбы на токарно-винторезном станке производится с помощью копировальной линейки, которая устанавливается на величину угла уклона конуса 9 — Шаг резьбы устанавливается так же, как и для цилиндрических резьб. [1]
Нарезание конической резьбы производят на станках, имеющих конусную линейку. Биссектриса профиля конической резьбы согласно стандартам, принятым в СССР, перпендикулярна оси резьбы. Шаг измеряется в направлении, параллельном оси резьбы. Средний диаметр конической резьбы в каждом сечении, перпендикулярном оси, имеет разную величину, поэтому на конической резьбе задается плоскость измерения на расстоянии а от торца. В плоскости измерения указывают величины наружного, среднего и внутреннего диаметров резьбы. [2]
Нарезание конической резьбы производят на станках, имеющих конусную линейку. Биссектриса профиля конической резьбы согласно стандартам, принятым в СССР, перпендикулярна оси резьбы. [4]
Недопустимо нарезание конической резьбы со стороны необработанной поверхности из-за возможных колебаний размера от этой поверхности до измерительной базы. Поэтому перед нарезанием конической резьбы необработанную поверхность следует цековать. [6]
Для нарезания конических резьб применяют конические и самооткрывающиеся метчики. [7]
Для нарезания конической резьбы применяются головки с крупными гребенками, предназначенные для нарезания цилиндрической резьбы. [8]
Для нарезания конической резьбы применяют обычно круглые резцы. Стержневые резцы применяют очень редко; но конструкции они почти ничем не отличаются от стержневых резцов для цилиндрической резьбы. [9]
Для нарезания конических резьб с конусностью К — у — — целесообразно применять гребенки с неравномерным смещением нарезки. [10]
Для нарезания конической резьбы на трубах применяются трубонарезные патроны, устанавливаемые на специальных станках. Во время нарезания резьбы патроны вращаются, а труба вращения не имеет. [11]
Для нарезания конической резьбы применяются плашки специальной конфигурации. [12]
Для нарезания конических резьб применяются плашки с конической резьбой. [13]
Для нарезания конических резьб с конусностью k — j целесообразно применять гребенки с неравномерным смещением нарезки. [14]
Схема нарезания конической резьбы метчиками представлена на фиг. В некоторых случаях эта схема применяется также для нарезания цилиндрической резьбы. [15]
Нарезание резьбы — одна из наиболее распространенных операций в металлообработке. Для ее выполнения в несерийном производстве используются универсальные токарно-винторезные станки. Эти станки работают с заготовками в виде тел вращения и небольшими деталями несимметричной формы, которые можно установить на планшайбе станка. В других случаях резьбу получают фрезерованием, накатыванием и прочими способами.
Нарезание резьбы на токарном станке
Для формирования резьбы на токарном станке используют режущие инструменты, вершина которых перемещается с постоянной скоростью вдоль оси вращающейся заготовки. При этом на поверхности заготовки образуется винтовая линия. Наклон винтовой линии к плоскости, перпендикулярной центральной оси заготовки, зависит от соотношения скорости вращения шпинделя и скорости перемещения инструмента и обозначается углом подъема винтовой линии. Расстояние между двумя соседними одинаковыми элементами резьбы, измеренное вдоль оси, называется шагом резьбы.
 При углублении инструмента в заготовку по винтовой линии образуется поверхность с такой же формой, как и у вершины инструмента. Профилем резьбы называется контур сечения резьбы на плоскости, проходящей через ее ось вращения. В зависимости от профиля резьбы делятся на треугольные, трапециевидные, прямоугольные и круглые, которые используются крайне редко. Резьба с прямоугольным профилем является упорной, она применяется для резьбовых пар, работающих под значительной нагрузкой.
При углублении инструмента в заготовку по винтовой линии образуется поверхность с такой же формой, как и у вершины инструмента. Профилем резьбы называется контур сечения резьбы на плоскости, проходящей через ее ось вращения. В зависимости от профиля резьбы делятся на треугольные, трапециевидные, прямоугольные и круглые, которые используются крайне редко. Резьба с прямоугольным профилем является упорной, она применяется для резьбовых пар, работающих под значительной нагрузкой.
В зависимости от формы базовой поверхности, резьбы разделяются на цилиндрические и конические. Конические резьбы используются в масляных, водяных, топливных и воздушных системах, словом там, где требуется герметичность соединения. По виду базовой поверхности резьбы можно разделить на внешние и внутренние.
По направлению различают левые и правые резьбы, правая резьба закручивается при вращении по часовой стрелки, а левая — против. По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
Нарезание резьбы резцами
Нарезание токарной резьбы резцами является наиболее распространенным способом. Оно применяется для создания наружной и внутренней резьбы. Для создания резьбы используются резцы призматической, стержневой и призматической формы. Их размеры и формы близки к аналогичным показателям фасонных резцов. Для наружной резьбы используются прямые и отогнутые резцы, для внутренней при небольшом диаметре отверстия применяются изогнутые резцы, а при большом диаметре — прямые резцы, закрепленные на оправке. Мелкие отверстия выполнить резцом невозможно. В глухих отверстиях при выполнении резцом резьбы предусматривается выточка для его выхода и фаски на кромках отверстия.
Большой выбор резцов и другого режущего инструмента для токарных станков можно найти в Разделе «Режущего инструмента для токарных станков».
Резцы для нарезания резьбы имеют в качестве режущей кромки пластины из быстрорежущих сталей и твердых сплавов. Для предварительных операций применяются пластины из сплавов Т15К6, Т14К8 и их аналоги, а для чистовых — Т30К4 и Т15К6. В обработке чугунных заготовок высокую эффективность показывают элементы из сплавов В2К, ВК3М, ВК4, ВК6М.
Нарезание внутренней резьбы
 Для внутренней резьбы помимо резцов используются метчики и гребенки. Метчик представляет собой инструмент в виде стержня с резьбой, выполненный из закаленной стали. На поверхности стрежня вдоль его оси имеются фрезерованные канавки, благодаря которым резьба имеет режущие кромки. Хвостовая часть метчика имеет квадратное сечение, которое позволяет закрепить его в патроне или воротке.
Для внутренней резьбы помимо резцов используются метчики и гребенки. Метчик представляет собой инструмент в виде стержня с резьбой, выполненный из закаленной стали. На поверхности стрежня вдоль его оси имеются фрезерованные канавки, благодаря которым резьба имеет режущие кромки. Хвостовая часть метчика имеет квадратное сечение, которое позволяет закрепить его в патроне или воротке.
В ходе нарезания резьбы металл не только срезается в стружку, но и пластически деформируется из-за врезания инструмента, и внутренний диаметр отверстия увеличивается. С учетом этой особенности диаметр отверстия под резьбу рассчитается путем вычитания из наружного диаметра метчика шага резьбы.
Существует множество различных метчиков, из которых распространение получили гаечные, ручные и машинные. Для нарезания резьбы при помощи метчика деталь закрепляется на станке, в ней сверлится отверстие и шпиндель настраивается на требуемое число оборотов. Метчик, установленный в задней бабке, за счет движения пиноли вводится в отверстие, и деталь совершает вращение.
Нарезание конусной резьбы
Из конических резьб наиболее широко используется стандартная, имеющая профиль, симметричный по отношению к нормали к оси конуса. Для нарезания такой резьбы используются те же методы, что и для обычной цилиндрической резьбы.

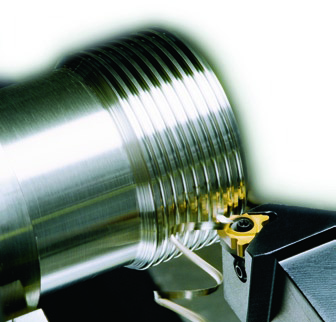
Для наружной конической резьбы производится обточка по наружному диаметру на конус. Это легко выполнить резьбовыми резцами на токарно-винторезном станке при помощи копировальной линейки, однако этот способ отличается низкой производительностью.
На токарно-револьверных станках нарезание конической резьбы выполняется при помощи плашек. Если требуется получить высокоточную резьбу, то используются резьбонарезные головки с плашками различной формы. В ходе выполнения операции плашки автоматически раздвигаются.
Также для конической резьбы применяются накатные ролики, которые позволяют выполнить накатывание резьбы. Для внутренней конической резьбы используются метчики специальной конструкции.
Настройка токарного станка для нарезания резьбы
Для выполнения токарной резьбы с заданными параметрами необходимо точно настроить станок. В первую очередь требуется связать вращение шпинделя с перемещением суппорта. Продольная подача за оборот шпинделя должна равняться шагу резьбы.
Токарно-винторезные станки позволяют настроить подачу резца за счет сцепления зубчатых колес их гитары подачи и коробки подачи. Имеется большое количество комбинаций сцепления этих колес, что позволяет настроить станок на любую нарезаемую резьбу.
Не режется резьба на токарном станке с ЧПУ — основные ошибки
1. не режет совсем (горит пуск – оси не едут – скорее всего нет ответа о скорости вращения шпинделя от датчика или не запущено вращение шпинделя)
2. не попадает в витки (наличие большого механического люфта, проскальзывание датчика энкодера или его кинематики)
3. режет резьбу с шагом, отличающимся от заданного (проверяем цикл резьбонарезания, максимальную скорость подачи при резьбонарезании, работа в мм)
Общие проверки
-проверить программу нарезания резьбы, заход и отход согласно руководству по эксплуатации (текст предоставить для анализа)
-проверить соответствие материала, резца, оборотов шпинделя, подачи, диапазона шпинделя
-(шаг резьбы, мм) * (кол-во оборотов шпинделя об/мин) не должно превышать максимальной скорости рабочей подачи по оси (P1430) => уменьшить скорость вращения шпинделя (проблема возникает при нарезании крупной резьбы с шагом больше 8-10 мм)
— проверить крепление электрических кабелей (разъемов) и самих кабелей от энкодера до ЧПУ
-проверить крепление энкодера на шпиндельной бабке, муфты энкодера, шестерни на валу энкодера в шпиндельной бабке
-Проверить параметр и установленное значение импульсов датчика шпинделя за 1 оборот. P3720=4096 импульсов
* параметры указаны для ЧПУ Fanuc 0i серии
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности






