Содержание
Машины для литья цветных сплавов под давлением выполняются с горячей или холодной камерой прессования.
Способ получения отливок, при котором расплавленный металл подается из камеры прессования, нагретой до температуры расплавленного металла, называется литьем под давлением с горячей камерой прессования.
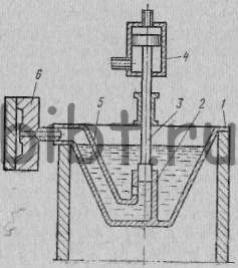
Рис. 142. Схема машины с горячей камерой прессования
Схема машины с горячей камерой прессования показана на рис. 142. Чугунный котел 1, изготовленный как одно целое с камерой прессования 2, заполняется сплавом. Прессующий поршень 3, соединенный штоком с поршнем пневматического (или гидравлического) цилиндра 4, давит на сплав. Под давлением поршня сплав через выпускной канал 5, соединяющий камеру прессования с формой 6, заполняет рабочую полость формы. Машины с горячей камерой прессования более производительны, чем машины с холодной камерой.
На машинах с горячей камерой прессования отливают сплавы с низкой температурой плавления (свинцово-оловянистые и цинковые). Сплавы с повышенной и высокой температурой плавления (алюминиевые и медные) отливают на машинах с холодной камерой прессования.
Это объясняется тем, что поршень и камера, постоянно находясь в машине с горячей камерой, под действием высокой температуры быстро изнашиваются.
Способ литья, при котором расплавленный металл сначала порциями подается в холодную камеру прессования, а затем под действием поршня запрессовывается в форму, называется литьем под давлением с холодной камерой прессования.
Машины для этого вида литья выполняют как с вертикальной, так и с горизонтальной камерой прессования.
Схема работы машины с холодной вертикальной камерой прессования была показана на рис. 141 (схема II).
Вернемся к ее рассмотрению (см. рис. 141,5). В начале цикла получения отливки, когда поршень 9 находится в верхнем положении, в камеру прессования 8 заливают из ковша 10 жидкий металл. Обратный поршень 16 приподнят пружиной и перекрывает отверстие литниковой втулки 17. Это предотвращает затекание металла в полость формы 11 самотеком, без давления.
Опускаясь (положение е), поршень 9 давлением на металл перемещает вниз обратный поршень 16 и запрессовывает порцию металла через каналы литниковой системы в оформляющую полость формы.
После выдержки поршень 9 поднимается в исходное положение (положение ж), обратный поршень, приводимый в движение толкателем 15, удаляет из камеры излишек металла (пресс-остаток) 14, а отливка 13 выталкивается из формы выталкивателями 12 при отходе влево подвижной части 18 формы.
В СССР выпускают в основном машины с холодной горизонтальной камерой прессования. Эти машины по сравнению с машинами, имеющими вертикальную камеру, обладают следующими преимуществами:
короткий путь металла из камеры в полость формы при устранении поворота струи металла под прямым углом, вследствие чего металл заполняет форму при более высоком давлении;
сокращение времени рабочего цикла из-за отсутствия операции отделения пресс-остатка в машине; выталкивание пресс-остатка в направлении хода прессования происходит одновременно с раскрытием формы;
сокращение времени на открытие формы и ускорение удаления отливки, что уменьшает обжатие выступающих частей формы металлом при остывании отливки и позволяет отливать более сложные изделия.
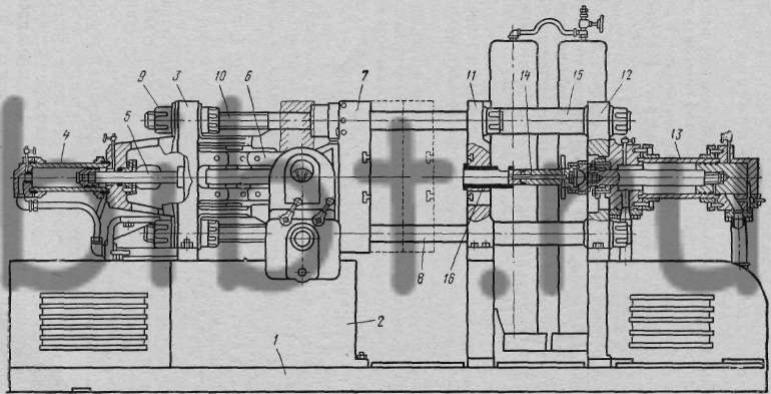
Рис. 143. Устройство машины для литья металлов под давлением с холодной горизонтальной камерой прессования
Устройство машины с горизонтальной камерой прессования показано на рис. 143.
Машина состоит из двух горизонтальных блоков — левого и правого. Левый блок открывает и закрывает форму и удерживает ее в сомкнутом состоянии при запрессовке металла. В левом блоке находится выталкиватель для удаления отливки при раскрытии формы. Правый блок предназначен для запрессовки металла в полость формы и удаления пресс-остатка из камеры.
Оба блока установлены на фундаментной плите 1. К станине 2 левого блока, лежащей на плите 1, прикреплена вертикальная плита 3 с гидравлическим цилиндром 4. Поршень и шток 5 этого цилиндра соединены с рычажно-шарнирным или звеньевым механизмом 6, который предотвращает возможность отхода подвижной плиты при запрессовке металла. Звеньевой механизм 6 скреплен с подвижной плитой 7. При движении штока 5 плита 7 перемещается по колонкам 8. Для установки форм различной высоты звеньевой механизм регулируют гайками 9 и тягами 10. На плиту 7 устанавливают левую, подвижную часть формы (на рисунке не показана).
Две вертикальные плиты 11 и 12 правого блока, скрепленные тягами 15, установлены на фундаментальной плите 1. На плите 11 крепят неподвижную половину формы, а на плите 12 — цилиндр 13 прессующего поршня 14. Между плитами 11 и 12 расположена камера прессования 16 с прессующим поршнем. При движении поршня влево металл из камеры запрессовывается в полость формы.
2. Общая информация #Литье металлов_иннов_описание
2.1 Описание назначения #Литье металлов_иннов_назначение
Литьём под давлением изготавливают:
- детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
- детали сантехнического оборудования;
- детали бытовых приборов (пылесосы, стиральные машины, телефоны);
- детали приборов
- детали кораблей
- детали самолетов
- детали для аэрокосмической промышленности
- детали автомобилей
- корпуса электродвигателей
- детали для энергетической промышленной
- деталей для централизованного отопления квартир и домов
Также литьё под давлением используется при производстве компьютеров, смартфонов и прочей электроники.
Практически любую деталь из алюминия можно отлить на машинах литья под давлением. Поскольку при литье под давлением можно получить детали с высокими допусками по пористости и плотности изделия.
2.2 Используемые материалы #Литье металлов_иннов_материалы
Способ литья под давлением применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей.
Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.
Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
2.3 Описание технологического процесса #Литье металлов_иннов_процессы
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
Отливка под давлением
- Первый этап, это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
- Второй этап, это смыкание пресс-формы. Усилие смыкания пресс-формы эта та характеристика, которая по современной классификации дает название всей машине, то есть например если у машины литья под давлением название C300D, то ее усилие смыкания 3000 кило-Ньютонов или 300 тонн и она является аналогом машины литья под давлением 711А08 по Советской классификации. Другими словами такая машина способна сдержать металл, который создает усилие, стремящееся раскрыть пресс-форму в триста тонн.
- Третий этап, это заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
- Четвертый этап, это запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает метал в камеру прессования.
- Пятый этап, это снятие готового изделия.
2.4 Серийность (#Литье металлов_иннов_серийность)
Данный метод изготовления заготовок отличается высокой производительностью. Но иногда чтобы переналадить линию для выпуска новой заготовки требуется вложить значительные средства, так как оборудование и оснастка очень дорогие (литье металлов под давлением).
3. Требования по обеспечению производства(#Литье металлов_иннов_обеспечение)
3.1 Используемое оборудование (#Литье металлов_иннов_оборудование)
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.

Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.
При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Для стали годится только отливка под давлением, так как материал этот хорошей текучестью не обладает.
Литье металлов под давлением
Пресс-формы
Литейные машины с горячей камерой прессования
Литейные машины с холодной камерой прессования
Кокильные машины для литья металлов
3.2. Требования к заготовке (#Литье металлов_иннов_заготовка)
— Текучесть
Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы.
3.3. Требования к температуре (#Литье металлов_иннов_температура)
Металл для отливки нагревают немного выше температуры плавления. Некоторые виды металлов можно расплавить и залить в формы в домашних условиях, например аллюминий.
3.4. Требования к давлению (#Литье металлов_иннов_давление)
3.5 Ограничения по форме и конструкции (#Литье металлов_иннов_ограничения)
Отливка ограничена:
— по сложности конфигурации, так как при отделении отливки от литейной формы могут происходить повреждения.
— по толщине, так как расплав равномернее затвердевает, если изделие тонкое.
3.6 Иные (#Литье металлов_иннов_иныетребования)
— Осадка при охлаждении.
Чаще всего применяют сплавы на основе алюминия, цинка, меди и олова-свинца (литье цветных металлов). Температура плавления у них сравнительно невелика, а потому достигается очень высокая технологичность всего процесса. Кроме того, у этого сырья сравнительно маленькая осадка при охлаждении. Это означает, что можно производить детали с очень незначительными допусками, что при выпуске современной техники чрезвычайно важно.
3.7 Постобработка(#Литье металлов_иннов_обработка)
4. Характеристики готовых деталей
4.1 Механические свойства (#Литье металлов_иннов_механика)
4.2. Оптические свойства (#Литье металлов_иннов_оптика)
Глянцевая/матовая — оптические свойства готовой детали зависят от металла и способе литья.
4.3. Тепло/электро проводность (#Литье металлов_иннов_проводимость)
Электропроводность зависит от используемого металла, теплопроводность высокая.
4.4. Тактильные (#Литье металлов_иннов_тактильность)
Высокое качество поверхности (5—8 классы чистоты для алюминиевых сплавов)
4.5. Внешние признаки применяемой технологии (#Т_иннов_признаки)
Часто особенно на дешевых изделиях видно линию разъема формы, также могут быть видны следы толкателей. Также на детали можно увидеть место, где был литник.
4.6. Иные (#Литье металлов_иннов_иныехарактеристики)
Изделия могут быть массой от десятков граммов до десятков килограммов.
Чтобы сделать качественную отливку, недостаточно просто расплавить металл, перелить его в подготовленную заранее форму и дать остыть. Так получится изделие малой прочности, с неровными поверхностями. Чтобы этого избежать, применяется литье под давлением. Технология основана на использовании промышленного оборудования, которое создает рабочую среду для изготовления качественных отливок.

Виды литья под давлением
Литье под нагрузками — эффективный способ изготовления металлических деталей сложной формы. Расплавленным металлом заполняют специальную камеру, которая предназначена для сжатия материала. Когда давление поднимается, расплавленная смесь с высокой скоростью заполняет металлическую форму. Камера сжатия может поддерживать температуру плавления материала до 450 градусов. Выделяется три вида технологического процесса зависимо от скорости заполнения металлической конструкции:
- Низкая скорость — до 2,5 м/с. Технология применяется для изготовления деталей с толстыми стенками.
- Средняя скорость — до 15 м/с. Металл заполняет форму турбулентными движениями. Центр отливки заполняется пузырьками воздуха, которые удаляются под воздействием больших нагрузок.
- Высокая скорость — больше 30 м/с. Расплавленный материал подаётся на такой скорости, что распыляется по поверхности машины. Это захватывает большое количество воздуха, который ухудшает прочность отливки. Чтобы вывести воздух, нагнетаются высокие нагрузки — около 500МПа.
Литье под нагрузкой осуществляется машинами с горячими и холодными камерами.
Сферы применения
Технологический процесс отливки под нагрузками позволяет получать отливки с высоким показателем прочности. Благодаря воздействию высокого давления из изделия выходят пузырьки воздуха, что положительно сказывается на механических свойствах материала. Применение данной технологии:
- изготовление карбюраторов для автомобилей;
- создание сантехнических деталей;
- изготовление частей для бытовых приборов.
Литье под нагрузками применяется при изготовлении деталей для компьютеров, различной электроники.
Преимущества и недостатки метода
Любой технологический процесс имеет как сильные, так и слабые стороны. Преимущества литья под давлением:
- Изменение свойств отливки. Увеличиваются параметры прочности, твердости материала.
- Возможность использовать формы для литья несколько раз подряд.
- Улучшается качество поверхности изделия.
- Высокая точность соблюдения установленных размеров отливок.
- Возможность создания тонкостенных изделий (менее 1 мм).
- Нет дополнительных процессов сборки, разборки, выбивки готовых деталей из форм.
- Современное оборудование позволяет регулировать скорость поступления расплавленного металла.
- Конструкции для заливки быстро изнашиваются, если часто работать с высокими температурами.
- Крайне сложно изготавливать изделия с отверстиями, выемками, полостями.
- При охлаждении изделия получают внутреннее напряжение.
- Нельзя создавать крупногабаритные заготовки, поскольку оборудование ограничено по мощности.
Работая с машинами для литья под давлением, нельзя забывать, что по этой технологии материал набирается воздушных вкраплений. Это ухудшает его прочность, способствует быстрому разрушению. Избавиться от пузырьков воздуха можно увеличивая нагрузки. Однако для этого нужно мощное оборудование.

Технология литья под низким давлением
Ещё один способ литья подразумевает использование низкого давления. Эта технология обладает определёнными преимуществами:
- Возможность изготавливать изделия больших размеров, с тонкими стенками.
- Меньше материала расходуется на литниковую систему.
- Низкое давление не воздействует разрушительно на стенки пресс-формы, рабочие элементы оборудования.
- Высокая скорость подачи расплавленного металла позволяет изготавливать крупногабаритные полые детали.
Чаще всего технология литья под низкими нагрузками применяется в черной металлургии.
Оборудование
Когда выполняется технологический процесс, применяется два вида машин для литья под давлением:
- С горячей камерой. Используются для создания отливок из металлов, которые плавятся от температуры до 450 градусов по Цельсию. Конструкция устроена так, что во время рабочего хода поршня, через который передаётся давление, расплавленный металл сам заполнят пресс-форму. Когда она заполняется до краёв, срабатывает датчик, передающий сигнал на поршень. Он начинает движение вниз. После кристаллизации материала форма раскрывается автоматически. Подвижные механизмы выталкивают отливку наружу. Оборудование работает при сложных условиях. Из-за этого часто выходят из строя разные детали станка.
- Машины с холодными камерами. Нагнетают небольшое давление (до 100 МПа). Мастер должен залить расплавленный материал в камеру, которая предназначена для прессования. Далее под воздействием нагрузок будущее изделие направляется к пресс-форме. Металл кристаллизуется. После этого подвижные элементы открывают конструкцию для застывания. Из заготовки удаляется стержень, после которого остаётся свободная полость. Пресс выталкивает изделие наружу.
Машины с холодными камера не позволяют получать тонкостенные детали из-за быстро охлаждения материала.

Технический процесс
Литье металлов под давлением имеет несколько этапов, которые должны следовать строго друг за другом. Если технология будет нарушена, результат не будет соответствовать норме. Этапы проведения работ:
- Изготавливается форма для создания отливок.
- Она закрепляется на машине.
- Металл расплавляется и подаётся в камеру для прессования.
- Под воздействием возрастающих нагрузок, он на высокой скорости переливается в пресс-форму.
- Далее материал кристаллизуется, одновременно на него начинает воздействовать рабочий поршень.
- Когда изделие будет готово, удерживающая конструкция автоматически открывается. Подвижные элементы выдавливают детали из машины.
Автоматизированное оборудование требует от мастера контроля за подвижными элементами, проверки заготовок. Изготовление конструкций для создания отливок сложной формы требует точного составления чертежа, использования высокопрочных сплавов, металлов. Они должны выдерживать нагрузку, превышающую 500 МПа.
Литье под давлением — технология, позволяющая изготавливать металлические изделия с тонкими стенками. Применяется в разных отраслях промышленности. Важно знать основные этапы технологического процесса, учитывать используемый материал, возможность оборудования. Высокие нагрузки могут вывести машину из строя, испортить структуру металла.






