Содержание
Что такое сварка алюминия и ее особенности
Алюминиевые сплавы широко используются во всех отраслях промышленности и сферу услуг. Мы сталкиваемся с ними каждый день. Сварка – это самый распространенный способ обработки алюминия.
Сварка алюминия сильно отличается от сварки обычных черных металлов, стали и чугуна. Алюминиевые сплавы имеют существенно другие физико-химические свойства, при температурах плавления в металле происходят совсем другие процессы. Поэтому технология сварки алюминия отличается от технологии сварки черных металлов. Соответственно для сварки алюминиевых сплавов требуется специальное оборудование.
Особенности протекания сварочных процессов:
- Температура плавления алюминиевых сплавов существенно ниже, чем у сталей и чугунов. Это важно учитывать в сварочном цикле во избежание сквозных прожигов металла.
- У различных сплавов алюминия температура плавления и застывания находится в достаточно широком диапазоне. Например, температура плавления большинства алюминиевых сплавов находится в диапазоне 635-657 °С, а температура застывания для них же уже 646-477 °С. Это может создавать дополнительные сложности при настройке сварочного цикла для каждого конкретного сплава.
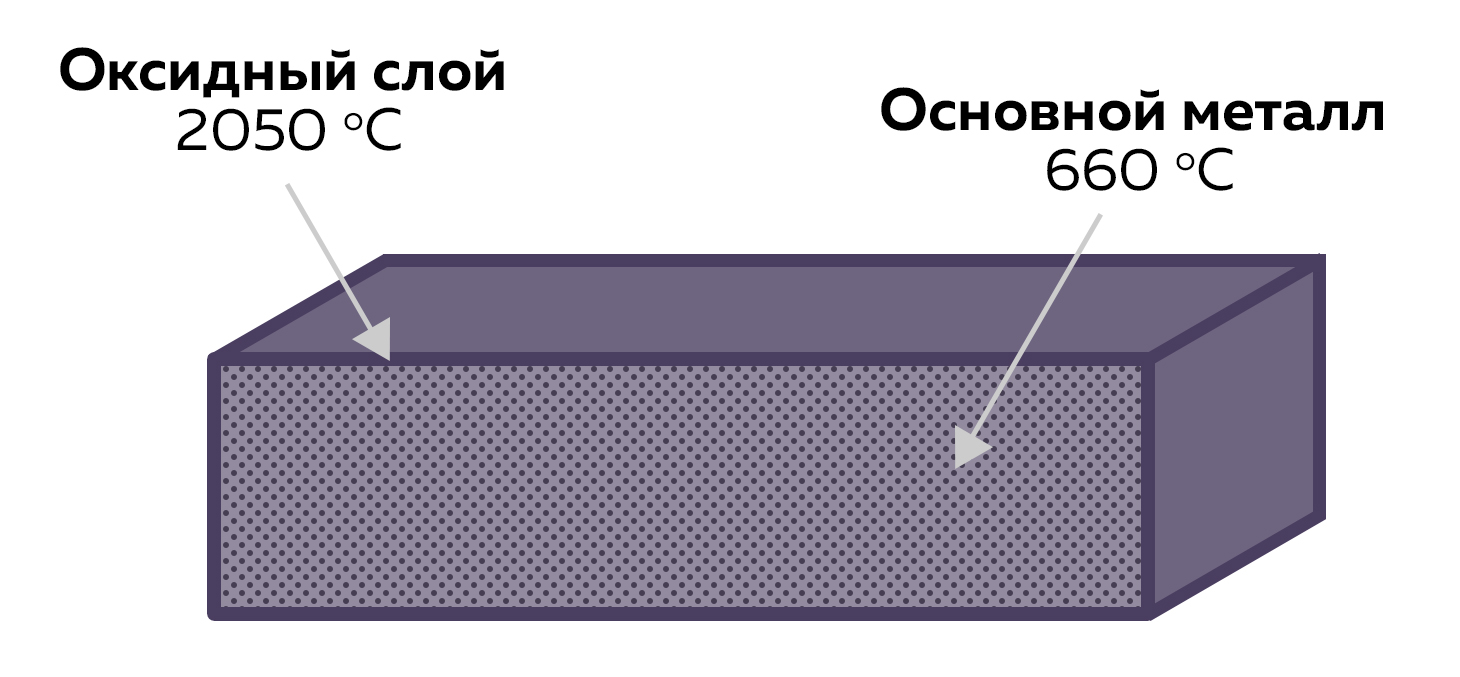
- При взаимодействии с кислородом воздуха алюминий склонен образовывать на поверхности оксидную пленку (окисляться), поверхность металла при этом становится темнее. А температура плавления этой оксидной пленки значительно выше, чем у основного сплава, около 2000 °С. Это делает невозможной сварку алюминия установкой для обычной дуговой сварки.
- Нагретый и расплавленный алюминиевый сплав не меняет своего цвета, таким образом, визуальный контроль температуры, которым широко пользуются для черных металлов (цвета побежалости) с алюминием невозможен. Это усложняет работу сварщика, так как становится значительно сложнее контролировать текучесть металла при сварке.
- У алюминия и его сплавов существенно выше теплопроводность, по сравнению с черными металлами. Она в 5-6 раз больше чем у обычной углеродистой стали. Это приводит к очень быстрому остыванию сварочной ванны после прекращения подвода теплоты и затрудненному прогреву металла на начальных этапах сварки.
Для большинства аппаратов предназначенных для сварки алюминиевых сплавов характерно использование переменного тока. Работа ведется в среде защитного газа (как правило, аргона или его смесей), от чистоты и которого зависит качество, размер и пористость шва. Также широко используются специальные режимы, в которых комбинируется постоянный и переменный ток, регулируется баланс тока, импульсные режимы, при сварке алюминия полуавтоматами — двойной импульсный режим, в сварочный цикл добавлены режимы прогрева, заварки кратера и многое другое.
Виды оборудования для сварки алюминия
В настоящее время существует множество технологий и специальных режимов для сварки алюминиевых сплавов. Выбирая установку для сварки алюминия, хорошо бы знать, что происходит в каждом конкретном режиме со сварочной дугой, сварочной ванной, как меняются характеристики дуги, какие проблемы решает та или иная технология, функция, режим и какой результат в итоге может получиться.
MIG/MAG сварка – это полуавтоматическая сварка постоянным током в среде защитного газа, обычно с обратной полярностью (на проволоку подается положительный ток). В качестве электрода используется плавящаяся проволока, которая специальным устройством автоматически подается в зону сварки. Защитный газ. Как правило, используется аргон или смеси с его высоким содержанием. Защитный газ уменьшает количество образовывающейся оксидной пленки, уменьшает разбрызгивание металла, делает сварочный шов менее пористым, более однородным и прочным. Установки для сварки алюминия без возможности подключения защитного газа сейчас практически не используются, так как не обеспечивают достаточного качества сварки.
Важные функции, на которые стоит обратить внимание при подборе оборудования для сварки алюминия в режиме MIG/MAG:
- Горячий старт (Hot Start). Его суть в том, что сразу после поджига дуги на некоторый промежуток времени устанавливается большая, чем базовая сила тока. Благодаря этому можно быстро прогреть металл до нужной температуры и приступить к основной сварке. Часто используется при сварке черных металлов большой толщины. Для алюминиевых сплавов горячий старт необходим практически во всех случаях из-за высокой теплопроводности алюминия. Возможность регулировки силы тока горячего старта и его длительности позволяет начать качественную сварку сразу с первых миллиметров шва.
- Импульсный режим (Pulse). Это необходимый минимум для сварки алюминия. Сварка постоянным током в режиме MIG/MAG. На основной базовый ток накладываются импульсы высокого тока. Базовый ток поддерживает стабильное горение дуги и температуру сварочной ванны. Импульс высокого тока пробивает тонкую пленку оксидов, переносит каплю металла с конца проволоки в сварочную ванну, формирует сварочный шов. Благодаря возможности настроить параметры теплопередачи, удается сваривать алюминий практически без брызг, работать с проволокой большого диаметра и выполнять сварку сложных пространственных швов.
- Двойной импульсный режим (DPulse). Основа этого режима – это обычный импульсный режим. Но в двойном импульсном режиме при постоянном базовом токе, величина тока импульса также циклично изменяется, нарастает, а затем убывает. Есть регулировка частоты смены тока, регулировка силы тока и длительности второго импульса. Это режим обеспечивает стабильный капельный перенос металла. На этом режиме можно получать еще более качественный сварочный шов, сваривать тонкие листы металла малыми токами с гарантированным отсутствием сквозного прожига, минимизировать коробление и тепловые деформации деталей за счет точного контроля тепловложения. Можно получать аккуратный сварочный шов чешуйчатой формы по качеству и внешнему виду близкий к TIG сварке и комфортно выполнять качественную сварку потолочных швов.
TIG сварка – это режим сварки металлов при помощи неплавящегося вольфрамового электрода с прямой полярностью в среде инертного газа, как правило, чистого аргона или его смесей. Обычно алюминий сваривают на переменном токе (AC) или в комбинированном режиме (MIX-TIG).
Важные особенности режимов сварки алюминиевых сплавов при TIG сварке, на который нужно обратить внимание при подборе оборудования:
Создание прочных и надежных конструкций из различных металлов и сплавов требует наличия специального оборудования. Причем для каждого материала имеются свои образцы сварочных аппаратов, что значительно усложняет их выбор. И если для стальных изделий может использоваться стандартное оборудование, то свойства алюминия требуют применения только специальных методик.
Этот материал отличается малым весом, имеет высокую теплопроводность. Поэтому для работы с ним потребуется агрегат для сварки алюминия. При этом и сам процесс считается одним из наиболее сложных, что предполагает его выполнение специалистом.
Виды сварки для работы с алюминием
Отличия в свойствах алюминия и других металлов привели к появлению ряда особенностей при создании неразъемных конструкций. Соединять алюминиевые детали можно с помощью одного из трех видов сварки:
Самым распространенным из перечисленных выше способов был и остается TIG или ручная дуговая сварка. Он применяется для соединения изделий из алюминия и сплавов на его основе ответственного назначения. Несмотря на то, что скорость сварки при этом методе в 4 раза ниже, чем при двух других назвать это недостатком нельзя. Доказательством служит результат, а именно качественный и аккуратный сварочный шов, и практически полное отсутствие пор.
Смотрим видео, сварка методом MIG и MMA:
Соединение деталей осуществляется при помощи штучных электродов обратной полярности. При этом осуществляется общий или местный подогрев изделия до температуры от 250°C. После выполнения сварки кромки должны быть очищены от оксидов и загрязнений, а шлак удален стальными щетками при промывке горячей водой. Этот метод еще называют аргонно-дуговой сваркой, но это не совсем правильно, так как в качестве защитного газа используют:

К достоинствам сварки TIG относятся следующие характеристики:
- Аккуратный шов;
- Возможность управления параметрами дуги;
- Отсутствие брызг;
- Работа на малых тогах дуги.
Однако выполнить соединение деталей этим методом способен только оператор с большим опытом.
Способ сварки MIG предполагает использование полуавтомата и основан на использовании сплошной плавящейся проволоки. Причем агрегат должен быть импульсным, снабженным специальными настройками для работы с алюминием.
Смотрим видео, сварка методом TIG (AC):
Этот способ считается наиболее производительным. Для этого используется инверторный источник питания, который выдает базовый ток и кратковременно – импульсный, больших значений. Такой режим работы позволяет контролировать перенос капель металла от электрода к изделию. Особенностью импульсной сварки является подача проволоки роликами специального механизма.
Недостатком этого метода считают недостаточную плотность наплавленного металла и наличие пор в сварных швах. Поэтому он и не пользуется большой популярностью, проигрывая TIG сварке.
Устройство сварочного аппарата

В конструктивном плане такое оборудование состоит из следующих узлов и механизмов:
- Газового баллона и шланга;
- Кассеты с проводом, механизмом и трубопроводом для его подачи;
- Горелки;
- Батареи;
- Блока управления.
Работа прибора для сварки алюминия заключается в следующем: газ поступает к дуге и тем самым осуществляет защиту изделия от окисления. Для его подачи используется горелка для сварочного полуавтомата. Они оснащена рукояткой, выполненной из изолирующего материала.

На ней располагаются:
В комплектацию горелки входят сопло и наконечник для подводки тока. Предохранить сопло от налипания расплавленного металла призваны керамические материалы, которые используют при его изготовлении.
В качестве наконечников применяют элементы из медно-графитовых сплавов. Они позволяют обеспечить качественный контакт. К сварочному аппарату горелка подключается одним из двух возможных способов: разъема или цельного соединения. Функции источника питания в приборе могут быть возложены на трансформатор или инвертор. От того, какой из перечисленных приборов используется зависят не только габариты, но и его цена. Наибольше распространение получили сварочные инверторы, так как они обладают небольшой массой, удобны в транспортировке, эксплуатации.

Подача проволоки в сварочном полуавтомате для сварки алюминия осуществляется различными способами:
Первый считается самым распространенным. Он осуществляется при помощи привода, расположенного в корпусе аппарата. В комбинированном способе обычно используются как тянущий, так и толкающий механизмы. Причем они используются при большой длине рукава.
Применяемая в сварочных аппаратах проволока может быть:
Принцип действия оборудования
Соединение деталей, выполненных из цветных металлов или сплавов выполняется с помощью сварочного полуавтомата для алюминия. При проведении работ нужно действовать в определенной последовательности. Сначала следует установить полярность сварочного тока, обычно для флюсовой проволоки – это прямая, а для газовой среды – обратная.
Смотрим видео, немного о принципе сварных работ:
Затем монтируется бобина с проволокой и производится подключение углекислого газа. Для этого на баллон устанавливается редуктор, которые при помощи шланга соединяется с аппаратом. Прежде, чем приступать к сварке следует выполнить регулировку натяжения проволоки.
Критерии выбора
Прежде, чем покупать столь сложное оборудование нужно определить круг работ, которые решено выполнять с его помощью. Для профессионального использования потребуется одна модель, а для домашнего использования – другая. Причем они должны соответствовать предъявляемым к ним требованиям и работать с наименьшими затратами электроэнергии и других расходных материалов.
Если вы затрудняетесь в выборе, то возможно стоит доверить покупку сварочного аппарата для сварки алюминия профессионалу. Это избавит от проблем в процессе эксплуатации.
Лучшие модели аппаратов для работы с алюминием

Если верить мнению потребителей, то чемпионом в своем классе является мощный программируемый аппарат для TIG-сварки марки Tiger. Он отличается небольшим весом и широкой функциональностью, оснащен высокопроизводительной электроникой, что обеспечивает невероятную мощность при небольших габаритах.
Оборудование этой марки подходит для механизированного и даже роботизированного производства, выпускается в модификациях на 170 и 210 А. Модель DC имеет источник для сварки постоянным током, а AC/DC – еще и переменным.

Неплохо зарекомендовали себя инверторы серии Invertig PRO. Аппараты этого класса простые в эксплуатации, надежные, удобны в управлении, объединили в себе передовые технологии сварки. Они отличаются высокой энергоэффективностью, имеют максимальную продолжительность включения, воздушное или водяное охлаждение горелки.
Практически вся потребляемая ими энергия преобразуется в сварочную дугу. Такие аппараты идеальный выбор для механизированного или автоматического производства.
Сварочные инверторы для аргонно-дуговой сварки марки Mitech (AC/DC) используют в комплексе с неплавящимися вольфрамовыми электродами. Они подходят для неразъемного соединения деталей из стали и цветных металлов, в том числе и алюминия. Основу агрегата составляет высокочастотный трансформатор с ферритовым сердечником. Но главной особенностью устройства является использование силовых транзисторов ведущих мировых производителей Toshiba и Fuji (Япония).
Заключение
Прежде чем приступить к сварке деталей стоит внимательно изучить инструкцию по применению. Это поможет избежать ошибок в работе и позволит добиться высокого качества и надежности шва
 Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе.
Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе.
Что же касается инструмента, то сварочный аппарат для сварки алюминия должен обязательно быть инверторным. Также аппарат «тиг сварка алюминия» должен обладать удобными для перевозки в автомобиле габаритами и иметь ручки для переноса. Желательно, чтобы к аппарату шел осциллятор для сварки алюминия.
В целом же, любому инверторному полуавтомату под силу выполнение такой работы как алюминиевая и дюралюминиевая сварка. Поэтому, для новичка дальнейший выбор оборудования должен основываться на нижеописанных особенностях сварки алюминия.
Особенности сварки алюминия
В виде защитного газа при работе по сварке алюминия необходимо использовать аргон или для толстых материалов его смесь с гелием. Также понадобится алюминиевая проволока для сварки со сплошным сечением. Особое внимание следует обратить на горелку аппарата – ее шланг должен быть прямым и длиной до 3-х метров, т.к. алюминий очень мягок.
Для уменьшения трения сварочной проволоки, следует заменить канал в горелке на тефлоновый, специально предназначенный для сварочных работ полуавтоматом по алюминию.

Если имеющейся длины шланга недостаточно, а приближение инвертора невозможно, наряду с полуавтоматом можно использовать оснащенный более длинным кабелем подающий механизм. Это приспособление позволит использовать лишь саму горелку, удалившись на нужное расстояние от самого сварочного аппарата. И не стоит беспокоиться о вероятности возникновения залома — она очень мала.
Тиг сварка алюминия предполагает использование специальных контактных наконечников, предназначенных именно для этих целей. Их отверстие намного больше, нежели у наконечников, предназначенных для других металлов. Это объясняется способностью алюминия расширяться при нагреве больше, чем другие материалы.

Осторожно, сложности
О том, как происходит сварка алюминия, видео можно увидеть ниже. Мы же акцентируем ваше внимание на основных сложностях, возникающих при сварке алюминия. Первой проблемой, с которой сталкивается тиг сварка алюминия полуавтоматом, является образование оксидной пленки. Алюминий имеет температуру плавления намного меньшую, чем оксидный слой, поэтому, чтобы пробить пленку и расплавить алюминий, нужна импульсная сварка.
Алюминиевая и дюралюминиевая сварка происходят с вероятностью прожога свариваемой детали, поскольку алюминий обладает большой теплопроводностью. Поэтому, его следует хорошо прогревать перед началом сварочных работ.

- Зачистка алюминиевой детали – это обязательное условие для проведения такой процедуры, как сварка алюминия, видео с инструкциями по сварке, которое вы найдете в нашей статье, начинается именно с этой процедуры. Это позволит в какой-то степени разбить возникшую пленку и затем ускорит работу. Но! Начинать саму сварку нужно не позже суток со времени зачистки.
- Очень важно чтобы в процессе сварочный аппарат для сварки алюминия сохранял постоянную длину дуги. Ее длина для работы с алюминием должна лежать в диапазоне 12-15 мм, иначе могут возникнуть проблемы. При меньшей длине дуги образуется прожог, при большей – произойдет несплавление. Точное значение этого параметра зависит от толщины и состава сплава материала.
- Поскольку алюминий обладает большой теплопроводностью, то он подвержен быстрому остыванию, и, в результате – затвердеванию. Поэтому, могут возникнуть определенные сложности по заварке кратера в завершении сварочного шва. Поэтому, начинающим сварщикам для работы с алюминием будет необходим сварочный аппарат с функцией, дающей для разогрева детали больший ток в начале работы, и низкий ток – в конце для заварки кратера. Не лишним при этом будет осциллятор для сварки алюминия.

Вообще, для такого умения как сварка алюминия, впрочем, как и для любого другого, необходима практика. С ней придет не только полное понимание самого процесса, но и понимание того, что в имеющемся богатом ассортименте современных сварочных аппаратов необходимо разобраться для качественного выполнения работы.
Поупражнявшись некоторое время на доступных материалах, вы обязательно сможете овладеть техникой сварки алюминия и составить для себя понимание вопроса аппаратуры.
Еще по этой теме на нашем сайте:
- Сварка чугуна электродом — видео процесса
Чугун представляет собой железоуглеродистый специальный сплав, который отличается высоким содержанием углерода (2,14%). Благодаря этому в сравнении с другими сталями он находится в свободном состоянии. К.
Сварка нержавейки электродом — процесс сварки нержавеющей стали
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
Ручная дуговая сварка — видео и принцип работы сварочного аппарата для начинающих
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается.






