Содержание
Одно из главных требований к фундаменту – создание единой плоскости опор относительно нижнего основания дома. В случае свайно-винтового фундамента это достигается обрезкой окончания свай по уровню и монтажом оголовков. Оголовки свай нужны для надежного монтажа обвязки фундамента.
1. Обрезка свай по уровню
Монтаж винтовых свай заканчивается обрезкой их относительно единой плоскости. Очевидно, что достичь одного уровня при вкручивании нескольких свай практически невозможно, поэтому после завинчивания они обрезаются – так, чтобы плоскость фундамента была единой. Вывод плоскости осуществляется после заворачивания всех свай.
Уже при монтаже свай нужно иметь представление, на какой уровень будет поднят фундамент, и контролировать высоту окончания свай над землей. По окончании завинчивания выбирают одну из свай, относительно которой будет подобрана высота всей плоскости фундамента.
Она обрезается перпендикулярно телу трубы, и далее производится наметка всех остальных свай для обрезки.
Существует два основных способа выведения плоскости фундамента:
- С использованием водяного уровня
- С использованием лазерного уровня
Первый способ довольно сложен и потребует аккуратности и внимания. Водяной уровень представляет собой длинную прозрачную пластиковую трубку, заполненную водой. Один конец трубки подводится к эталонной свае так, чтобы уровень воды в трубке совпадал с уровнем обрезки сваи.
 Водяной уровень
Водяной уровень
Далее трубка протягивается до следующей сваи и приставляется к ней. Уровень, до которого поднялась вода в трубке, будет соответствовать высоте эталонной свае относительно горизонта. На свае делается отметка, по которой будет произведена обрезка. Максимальное отклонение должно составлять не более 1-2 мм.
Таким же способом отмечаются уровни обрезки всех остальных свай.
Следующим этапом будет сама обрезка каждой сваи. Оптимальный способ обрезки – с помощью углошлифовальной машинки, так называемой «болгарки». Применение абразивного отрезного круга делает срез аккуратным и ровным.
Прежде чем обрезать трубу, нужно убедиться в правильности плоскости обрезки. Для этого лучше всего применить такой прием. Труба оборачивается плотным картоном или тому подобным материалом, так чтобы верхний край совпадал со сделанной отметкой на трубе. Затем по верхнему краю картона мелом или маркером по металлу очерчивается круг. Прежде чем отпиливать трубу, рекомендуется сделать предварительный запил по всей окружности.
В результате обрезки труб мы получаем набор ровных окончаний винтовых свай над поверхностью земли. Это и будет основанием для формирования обвязки фундамента.
 Обрезка труб по уровню
Обрезка труб по уровню
После обрезки всех труб рекомендуется еще раз проверить, правильно ли они выставлены по уровню. Если на какой-то трубе произошла ошибка, ее нужно учесть в дальнейшей работе – отметить дефектную трубу и либо слегка подрезать ее, либо в дальнейшем установить дополнительную подкладку под ростверк – если труба обрезана слишком низко.
2. Функции оголовков винтовых свай
Существует несколько основных видов обвязки свайно-винтового фундамента:
- Установка и закрепление опорных балок на окончания труб
- Соединение труб металлическими швеллерами и балками для создания общего каркаса
- Создание комбинированного бетонного ростверка на основе винтовых свай
Первый вид обвязки считается наиболее распространенным при возведении фундаментом под большинство построек – от жилых домов до легких надворных построек, типа бани, летней кухни или веранды. Такая обвязка требует оголовков на концах труб.
3. Типы оголовков
Оголовки в первую очередь различаются по своей форме:
Более распространены Т-образные оголовки. Они представляют собой обрезок трубы с приваренной к ее торцу площадкой. На эту площадку впоследствии укладывается брус обвязки фундамента.
П-образные оголовки используются обычно для укладки балок, требующих более прочного крепления, противодействующего боковым нагрузкам. Они как бы вставляются в квадратное гнездо и фиксируются сбоку крепежным материалом.
 Т-образный и П-образный оголовки
Т-образный и П-образный оголовки
По способу соединения с окончаниями труб винтовой сваи оголовки подразделяются на
Из названия понятно, что в первом случае оголовки намертво привариваются к телу трубы еще на стадии изготовления сваи. Это редкий случай, так как обычно плоскость фундамента выравнивается путем обрезки свай, после установки по общему уровню, как было описано выше. После обрезки оголовок надевается на окончание трубы.
По форме площадки, на которую устанавливаются балки обвязки, оголовки можно подразделить на:
Форма оголовков в основном определяется их назначением. В большинстве случаев при строительстве зданий используются квадратные площадки. Круглые площадки оголовков применяются чаще всего для крепления к ним одиночных столбов – в этом случае площадка наиболее равномерно принимает на себя нагрузку от веса конструкции. Площадки другой формы ставятся в зависимости от формы основания конструкции, при необходимости.
Наиболее распространенными в строительстве считаются оголовки с квадратной площадкой.
Конструкция оголовка в общем виде представляет собой металлическую пластину, приваренную к обрезку трубы. Диаметр трубы должен быть несколько больше диаметра винтовой сваи, на которую оголовок крепится. Он как бы надевается на конец сваи, и, таким образом, окончание сваи снабжено как бы шляпкой, увеличивающей диаметр подошвы фундамента. По форме они напоминают перевернутый стакан. Габариты оголовков обычно в пределах до 150х150 до 200х200 мм и чуть больше для угловых свай.
Для придания конструкционной прочности оголовки снабжены ребрами жесткости. Это наваренные снизу площадки полосы металла. Ребра жесткости (косынки) могут иметь самые разнообразные формы и количество на оголовок – от 3 до 6..
 Стандартный оголовок с квадратной площадкой
Стандартный оголовок с квадратной площадкой
4. Монтаж оголовков
Установка оголовков на сваи состоит в закреплении их на каждой опоре. Перед установкой, после обрезки, сваи зачищаются от краски. Обязательно нужно проверить уровень выставления оголовка. Площадка должны быть идеально ровной относительно горизонта. Перекос оголовков может привести к неравномерности нагрузок, перекосу обвязки и, как следствие, ограничению долговечности всего фундамента. Если площадка не укладывается по горизонтали, следует либо проверить правильность обрезки трубы, либо сам оголовок. При небольшом браке рекомендуется подварить прочные подкладки под тот или иной край соединения трубы и оголовка.
 Проверка горизонтальности площадки
Проверка горизонтальности площадки
Перед приваркой край оголовка обрабатывается напильником – чтобы удалить слой краски. Рекомендуется зачистить внутреннюю стенку «стакана» оголовка углошлифовальной машинкой по заранее намеченной линии шириной около 20 см. Для этого на «болгарку» надевается зачистной диск или щетка. Краска на кромке оголовка лучше снимается зачистным диском.
Процесс сварки ведется с помощью стандартного сварочного аппарата с использованием обычных стандартных электродов 3 мм. Сварочный ток используется в пределах 90-100А.
Таким образом, порядок проведения работ включает в себя:
- Установку оголовка
- Контроль горизонтальности плоскости площадки
- Прихватывание точечной сварки оголовка в двух-трех местах
- Приваривание по всему периметру
- Окрашивание зачищенных мест в целях антикоррозионной защиты.
Следует отметить, что необходимо оставлять отрезок шва 10-15 мм, чтобы обеспечить вентиляцию оголовка. В противном случае (так как само тело сваи заполнено бетоном) изнутри оголовка будет неизбежно конденсироваться влага из-за температурных перепадов. Если не будет вентиляции, данный участок станет очагом усиленной коррозии.
 Приварка оголовков
Приварка оголовков
После приварки всех оголовков плоскость фундамента еще раз проверятся на создание ровной плоскости. В случае необходимости лучше переделать установку оголовка или нескольких оголовков в местах, где были допущены ошибки.
 Свайное поле готово к монтажу обвязки
Свайное поле готово к монтажу обвязки
После окончания всех работ на оголовки можно устанавливать брусья обвязки. Они обычно прикрепляются с помощью болтов – для этого в оголовках заранее проделаны соответствующие отверстия.
5. Заключение
Роль оголовков в устойчивости свайно-винтового фундамента достаточно велика. Они обеспечивают устойчивость брусьев обвязки, горизонтальность поверхности и надежный крепеж обвязки к винтовым сваям. Самостоятельное изготовление оголовков – сложная задача в кустарных условиях. Их проще приобретать в комплекте с винтовыми сваями.
Оголовок сваи
В малоэтажном и многоэтажном строительстве сегодня часто используются забивные сваи. Такие конструкции представляют прочную основу всего сооружения. Особенно подходят они для участков, расположенных на болотистых местностях. Подобные конструкции выбирают для областей, где грунтовые воды залегают высоко. Оголовок сваи является верхней концевой поверхностью изделия, куда крепится весь фундаментный каркас. К несущему стержню он зафиксирован прочно. Форма изделия бывает разной, также как размеры. На них возможен монтаж балки ростверка. Оголовок сваи прекрасно выдерживает вес плит.

Стержни подобного рода должны стать прочной опорой будущей конструкции. Следовательно, для их изготовления производители используют высокопрочные материалы. Чаще всего применяются железобетонные и металлические изделия. Однако встречаются и их древесные аналоги. Особое значение придается точности и идентичности размеров, а также форм данных элементов. Ровность поверхности фундамента и его прочность предопределяется перечисленными факторами. Использование опорных изделий способствует равномерному распределению веса всего сооружения. Если поверхность неровная, забивные стержни позволяют возводить достаточно прочные и долговечные малоэтажные строения. Строительство конструкций с их применением возможно даже вблизи болотных местностей.
Каких форм бывает оголовок сваи?
Компания Эндбери занимается производством свайных стержней из перечисленных выше материалов (кроме дерева). Формы изделий могут быть:
Стержни Т-образной формы используются при монтаже опалубки. В подобную конструкцию заливается фундамент. П-образные выбирают если требуется монтаж только балок. Наиболее востребованными в современном строительстве считаются железобетонные и так называемые винтовые опорные стержни. Эндбери поставляет заказчикам оба вида конструкций. Установка железобетонных образцов выполняется в заранее пробуренные ямы только в случае сильного промерзания грунта. В иных случаях монтаж происходит без предварительных земляных работ. Такие изделия отличаются:

С использованием железобетонных изделий сегодня ведутся масштабные строительства. Они представляют надежную опору многих современных многоэтажек, помещений производственного назначения или же торгово-развлекательных центров.
Винтовые аналоги внешне напоминают металлические трубы. По сути – они и состоят из труб и спирального наконечника-лопасти. Устанавливаются такие трубы способом завинчивания в грунт. Выполняется работа с использованием соответствующей спецтехники. Масштабные конструкции с применением винтовых стержней не возводятся. Они подходят для малоэтажного строительства. Это прежде всего касается частных коттеджей.

Как устанавливается оголовок сваи?
Для крепления оголовков используются сварные швы или болты. В первом случае не остаются даже малые зазоры. Это исключает попадание воздуха или же влаги во внутреннюю часть опор, которые могут вызвать коррозионные процессы. Размер оголовка определяется с учетом диаметра фундаментных опор и веса конструкции, монтаж которой планируется в дальнейшем. Значение имеет диаметр и тип используемых опор. Размер детали по сравнению с диаметром сваи должен быть чуть больше. Только таким способом возможно легкое соединение элементов будущего сооружения.
Оголовок сваи из железобетона имеет форму квадрата. Минимальные размеры каждой из сторон опоры составляют пятнадцать сантиметров. Длина изделий определяется с учетом веса будущего сооружения и результатов инженерно-геологических изысканий. На их основании и с ростом тяжести здания, увеличивается и длина железобетонных опор. Если подобные опорные изделия будут выбраны правильно, тогда основа прослужит многие десятилетия. Прежде чем приступить к установке, специалисты Эндбери выполняют проектировку заказа. Непосредственно на участке – разметку в соответствии с проектом. Разбивка свай возможна по рядам. Также профессионалы используют шахматный порядок.
Наиболее сложной и даже невыполнимой считается установка на одном, определенном уровне, всех используемых опор. Следовательно, после тщательного закрепления изделий в земле, необходимо выровнять их размеры (срезать выступающую часть). Когда процесс завершится, сверху устанавливается оголовок сваи. Их также необходимо выровнять. Следующим этапом является крепление оголовка к несущей опоре. Для этого используются различные способы, выбор которых зависит от материала изготовления, вида или же форм опорного стержня. Металлическая деталь крепится методом сварки. Свежие швы обрабатываются антикоррозийным составом. Отличается подобное крепление высокой гидроизоляцией, длительным сроком эксплуатации.

После выравнивания железобетонные изделия крепятся к основе цементобетонным раствором (при обустройстве ростверка). Однако перед этим необходимо установить опалубки, в которые будет заливаться фундамент. Устанавливая оголовок сваи, нужно соблюсти последовательность действий. Сначала данный элемент примеривается на опору. Затем необходимо снять его и хорошо очистить ту часть опоры, куда будет установлен оголовок. Процедура поможет избежать осложнений при монтаже или же проблем, связанных с некачественным соединением.
Установка оголовков свай компании Эндбери
Процесс установки забивных опор со всеми необходимыми элементами отличается своей сложностью. Самостоятельно справиться с такой работой практически невозможно. Требуются особые навыки и богатый опыт, которые имеются у профессионалов компании Эндбери. Каждый опорный элемент или же оголовок сваи требует тщательного выравнивания, от которого зависит прочность фундамента. Чтобы избежать перекосы, выполняется срубка. Данный метод позволяет добиться правильного распределения веса будущего сооружения. Справиться с задачей смогут квалифицированные сотрудники Эндбери.
Необходимо учесть, что оголовок сваи требуется не для каждого сооружения. Например, в конструкциях из газоблока данные элементы не используются. Если возводятся брусчатые или же каркасные строения, без них не обойтись. Функций у оголовков несколько. Среди них необходимо выделить:
В случае использования винтовых образцов, оголовок сваи поможет создать ростверк. Специалисты Эндбери работают с использованием профессионального инструмента. Такое оборудование существенно ускоряет процесс и позволяет добиться отличных результатов.

Эндбери предоставляет заинтересованным заказчикам не только услуги по монтажу вышеописанных элементов, но и имеет собственные производственные мощности по выпуску забивных опор. Это монолитные стержни, состоящие из бетонной смеси и металлического каркаса. Производятся такие опоры в цехах Эндбери в полном соответствии с нормами ГОСТ. Профессиональная команда компании занимается проектированием, исследованиями участков, выбором подходящих опор или же оголовков сваи, их установкой и заливкой фундамента. Подобные комплексные услуги позволяют заказчикам сэкономить не только время, но и семейный бюджет. Эндбери предлагает продукцию по заводской стоимости и занимается ее реализацией самостоятельно. Поэтому здесь вам не придется переплачивать за услуги посредников, как это происходит в обычных магазинах и других компаниях.
Обращаясь в Эндбери, вы можете рассчитывать на профессиональную помощь по определению нужного количества опор, форм оголовков, их доставке на стройплощадку и дальнейшей установке. Все перечисленные работы компания берет на себя. Специалисты Эндбери работают с любыми участками, вне зависимости от типа грунта или же ландшафтных особенностей. Они быстро спроектируют свайное поле и выполнят качественный монтаж. Опорные элементы производства данной марки подходят для водянистых, песчаных, глинистых или же подвижных местностей. Конечная стоимость перечисленных работ зависит от разных факторов. Прежде всего это материал выбранных опорных стержней, их размеры. Кроме этого, на цены действует расстояние доставки изделий или же спецтехники. Не менее важным фактором является выбранная технология забивки, дальнейшее обустройство обвязки, сложность выравнивания и прочие индивидуальные факторы.

После достижения прочного несущего слоя ввинчивание сваи прекращается. Теперь ее надо обрезать и наполнить бетоном. Финал монтажа свайного фундамента – закрепление на обрезанных концах опоры оголовков для винтовых свай. На них будет фиксироваться обвязка из швеллера, бруса или другая цокольная конструкция. Формы оголовков разные, самая простая – сварная: в виде металлической плиты и насадного кольца с ребрами жесткости.
Назначение оголовков
Оголовком сваи называют верхний торец опоры. На него опирается балка ростверка или плита. По этой причине все оголовки свайной части основания надо располагать на одном уровне. Если это условие не соблюдается, балки и плиты ростверка ложатся на сваи с перекосом, что приведет к ухудшению несущей способности фундамента.
 На фото — готовые к установке оголовки винтовых свай
На фото — готовые к установке оголовки винтовых свай
К сожалению, процесс монтажа свай не предполагает расположение оголовков на одной линии. При погружении винтовых свай эта процедура достаточно затруднительна, а в процессе забивки выровнять сваи в одной плоскости просто невозможно. Выход простой: после заглубления в грунте опоры отрезают или срубывают под уровень с правильной горизонталью.
Размер оголовка зависит от диаметра корпуса сваи и удельного веса конструкции, которая приходится на плиту оголовка. Внутренний диаметр трубы оголовка немного превышает наружный размер сваи, чтобы плотно, свободно и глубоко на нее надеваться. При значительных нагрузках на ось ростверка применяются усиленные оголовки. Их изготавливают из качественной стали с четырехсторонними косынками и покрытием антикоррозийным составом.
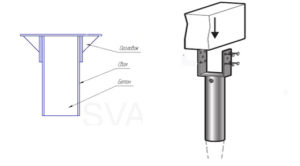
 Схема расположения оголовка винтовой сваи
Схема расположения оголовка винтовой сваи
Оголовки по размеру идентичны габаритам и контуру поперечного сечения сваи. Форма оголовков многовариантна: круглая, квадратная, тавровая, многоугольная. Размер верхней части сваи будет зависеть от ее типа. Для примера, габариты оголовка винтовой сваи можно вписать в окружность Ø 10,8 –32,5 см. Ж/б сваи выпускают в форме квадрата состороной 20 – 40 см. Сваи из дерева можно вписать в неправильную окружность Ø 18 – 32 см.
Оголовок винтовой сваи является переходной деталью, соединяющей голову бетонной сваи с деталями ростверка. Вид оголовка зависит от типа строения. Дом из газоблока можно строить на фундаменте из винтовых свай без оголовков: вкрученные сваи связывают швеллером и укладывают на них ж/б плиту. Для каркасного или дома из бруса присутствие оголовков желательно. К свае он прикрепляется как крышка. Обычно такой оголовок фиксируется жестко и закрепления сваркой не требует.
Типы оголовков
Форма оголовка может быть двух видов: Т-образная и П-образная. Все они устанавливаются на стержне сваи после обрубки или обрезки верхней его части. Технология монтажа любого варианта части оголовка зависит от типа сваи. К примеру, оголовок винтовой сваи монтируется на сварку, а для ж/б сваи устанавливается путем заливки в опалубку, которая монтируется поверх срубленного торца.
 На фото — процесс изготовления оголовка для винтовой сваи
На фото — процесс изготовления оголовка для винтовой сваи
На Т-образный оголовок или на гладкий торец монтируется балочный и плитный ростверк. В таком случае опоры заглубляют в горизонтальную часть фундамента или подпирают балку и плиту ростверка. На П-образных оголовках укладываются только балки с условием, что ширина П-образной скобы совпадает с толщиной балки.
Оголовки бывают приваренные и съемные. При ручном монтаже опор используют съемные оголовки. Подходят они и для тяжелого грунта. Если свая вкручивается только на глубину промерзания, оставшуюся часть трубы срезают и надевают оголовок. Съемные оголовки имеют стакан, 3-6 косынок и квадрат. Габариты оголовка: 150х150 или 200х200, для угловых свай могут быть и больше – 150х300 или 200х400.
Для свай, которые вкручивают ямобуром, используют оголовки приваренного типа. Их преимущество в том, что когда они находятся сверху, внутрь опоры не попадает вода и кислород, поэтому свая меньше поддается коррозии. Оголовки приваренного вида имеют также 3-6 косынок и диск Ø 150, 200, 250 мм с 6-ю отверстиями.
Особенности монтажа оголовков
Срубка оголовков свай
 На фото — специальное оборудования для срубки оголовка железобетонной сваи
На фото — специальное оборудования для срубки оголовка железобетонной сваи
Срубку оголовков выполняют после забивки или запресовки свай. Удаляют участок ж/б опоры, который возвышается над уровнем горизонтали ростверка.
Размер участка, который подлежит удалению, размечают маркером на стержне сваи. Определяют положение маркера с помощью уровня (гидравлического или лазерного) по контрольной опоре.
Стандартное оборудование, применяемое для срубки свай, ─ гидравлические ножницы и отбойный молоток. Ручной отбойный молоток ─ вариант бюджетный, благодаря невысокой его стоимости. Гидравлические ножницы имеют более высокие показатели и качества среза, и скорости срубки, но их стоимость ─ десятки тысяч рублей.
Алгоритм срубки отбойным молотком:
- На сваях намечают линию среза.
- С помощью молотка проделывают борозду вокруг опоры по намеченной линии.
- Вертикальными взмахами отказывают от опоры куски бетона, оставляя только армирующий каркас.
- На последнем этапе арматуру можно срезать или соединить с армирующим каркасом ростверка.
Производительность при такой технологии ─ в среднем 12-15 опор в смену. Трудно прогнозировать и качество работы, так как грубый инструмент способен разрушить и часть опоры под линией среза.
Гидравлические ножницы работают проще: насадка в виде кольца надевается на опору, ориентируясь на линию среза. Потом режущая кромка ножниц практически откусывает бетонную часть опоры, не задевая арматуры. Вся операция занимает до 10 минут. Качество линии среза несравнимо с результатом работы молотка.
Срезка оголовков свай
 На фото — срезка винтовой сваи дисковой пилой
На фото — срезка винтовой сваи дисковой пилой
Оголовок опоры можно не только скалывать, но и срезать. Технология подходит для свай всех типов, ведь резать можно и металл, и ж/б, и дерево, меняют только режущий инструмент: диск, цепь, фрезу.
Для срезки оголовков свай применяют ручной или станочный режущий или абразивный инструмент. Стандартный резак – это ленточная или дисковая пила, абразивный – углошлифовальная машина (болгарка). Технология срезки от вида инструмента не зависит.
- На опорах обозначают маркером линию среза.
- Включают болгарку или абразивный круг, выдержав рабочие обороты.
- По размеченной окружности проводят калибрующую борозду, и передвигают инструмент по окружности или по прямой. Нагревание сваи и режущего инструмента предупреждает охлаждающая жидкость.
Этот метод отличает высокая производительность и сравнительно низкая стоимость инструмента. Минусом можно считать невозможность сохранения арматуры: каркас срезается вместе с оголовком. К тому же, режущий инструмент быстро изнашивается. Ленту или диск восстанавливают, обновляя углы на зубьях, а абразивный круг стачивается полностью. Используя эту технологию, надо запланировать расходы на замену режущего инструмента.
Установка оголовка на сваю
Монтаж фундамента из винтовых свай заканчивается закреплением на каждой опоре оголовка. Перед началом сварочных работ место зачищают от краски. Оголовок устанавливают на сваю и проверяют положение уровнем. Если площадка не укладывается строго по горизонтали, надо устранить причину кривой посадки.
 На фото — подготовленная поверхность винтовой сваи для установки оголовка
На фото — подготовленная поверхность винтовой сваи для установки оголовка
Напильником отмечают край оголовка, снимая краску до слоя металла. Зачистка проводится болгаркой по намеченной линии шириной 20-30мм. На болгарку можно установить зачистный диск или корд щетку. Последней хватает на зачистку швов и краски на 20 сваях. Снимают краску и на кромке оголовка. Для этого больше подходит диск.
Приварка оголовка возможна с помощью инверторного преобразователя. Электроды используют универсальные (3мм), сварочный ток ─ 90-100А.
 На фото — приваривание оголовка винтовой сваи
На фото — приваривание оголовка винтовой сваи
Стандартная схема сварки:
- Установка оголовка в правильное положение с контролем горизонтальной плоскости.
- Прихватывание оголовка в 2-3 местах точечной сваркой.
- Приваривание оголовка по всему периметру, с оставлением отрезка шва 10-20 мм для вентиляции оголовка внутри.
На последнем этапе с помощью молотка и щетки надо удалить шлак, и, пока свая еще теплая, зачищенные места надо покрыть краской. Получаем прочное защитное покрытие.






