Горизонтальный консольно-фрезерный станок 6Н81Г предназначен для обработки различных изделий сравнительно небольших размеров из стали, чугуна, цветных металлов и пластмасс в основном цилиндрическими, торцовыми, дисковыми, угловыми, фасонными и модульными фрезами специальными фрезами в условиях индивидуального и серийного производства. Станок предназначен для обработки плоских и фасонных поверхностей, зубчатых колёс и т. п. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и тому подобных деталей.
Расшифровка названия станка:
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Н – серия (поколение) станка (Б, К, Н, М, Р, Т)
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
1 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (1 — размер рабочего стола — 250 х 1000)
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания.
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок может применяться в единичном мелкосерийном и серийном производстве.
Технические характеристики станка приведены в таблице 2.
| Таблица 2 | |
| Основные параметры станка | |
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола | 30..380 |
| Расстояние от оси шпинделя до хобота, мм | 150 |
| Рабочий стол | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее перемещение стола продольное от руки/ от двигателя (ось X), мм | 600/ 560 |
| Наибольшее перемещение стола поперечное от руки/ от двигателя (ось Y), мм | 200/ 190 |
| Наибольшее перемещение стола вертикальное от руки/ от двигателя (ось Z), мм | 400/350 |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 |
| Продолжение таблицы 2 | |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 |
| Шпиндель | |
| Частота вращения шпинделя, об/мин | 65..1800 |
| Количество скоростей шпинделя | 16 |
| Эскиз конца шпинделя | ГОСТ 836-47 |
| Конус шпинделя | 45 |
| Наибольший допустимый крутящий момент на шпинделе Нм | 525 |
| Механика станка | |
| Быстрый ход стола продольный (ось X), м/мин | 2,9 |
| Быстрый ход стола поперечный (ось Y), м/мин | 2,3 |
| Быстрый ход стола вертикальный (ось Z), м/мин | 1,15 |
| Число ступеней рабочих подач стола | 16 |
| Пределы рабочих подач. Продольных (ось X), мм/мин | 35..980 |
| Продолжение таблицы 2 | |
| Пределы рабочих подач. Поперечных (ось Y), мм/мин | 25..765 |
| Вертикальных (ось Z), мм/мин | 12..380 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной) | нет |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть |
| Торможение шпинделя (муфта) | есть |
| Предохранение от перегрузки (муфта) | есть |
| Привод | |
| Электродвигатель привода главного движения, кВт | 4,5 |
| Электродвигатель привода подач, кВт | 1,7 |
| Электронасос охлаждающей жидкости Тип | ПА-22 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 |
| Окончание таблицы 2 | |
| Габарит и масса станка | |
| Габариты станка (длина ширина высота), мм | 2060 х 1940 х 1600 |
| Масса станка, кг | 2000 |
В станине 1 станка размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение салазок по направлению салазок 6), поперечном главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. хобот 3 служит для закрепления подвески 5, поддерживающей конец фрезерной оправки. Схема расположения узлов станка 6Н81Г показана на рисунке 2.[3]

Рис.2. Схема расположения узлов станка 6Н81Г.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: При сдаче лабораторной работы, студент делает вид, что все знает; преподаватель делает вид, что верит ему. 9394 —  | 7310 —
| 7310 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Государственное образовательное учреждение высшего профессионального образования "Тульский государственный университет"
Кафедра "АВТОМАТИЗИРОВАННЫЕ СТАНОЧНЫЕ СИСТЕМЫ"
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ ОБОРУДОВАНИЕ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА ОБОРУДОВАНИЕ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
РЕЗАНИЕ МЕТАЛЛОВ, СТАНКИ И ИНСТРУМЕНТЫ
ЛАБОРАТОРНАЯ РАБОТА № 4
НАСТРОЙКА И НАЛАДКА УНИВЕРСАЛЬНО-ФРЕЗЕРНОГО СТАНКА МОДЕЛИ 6Н81
Методические указания для студентов дневного, вечернего и заочного обучения
Разработали: В.В. Панин, канд. техн. наук, доцент, Г.В. Сундуков, профессор, Н.И. Лапкина, инженер
Рассмотрено на заседании кафедры АСС. Протокол № 1 от 31.08.2005 г.
Зав. кафедрой ___________________А.Н. Иноземцев

Целью работы является ознакомление с устройством, кинематикой и работой универсального горизонтально-фрезерного (универсально-фрезерного) станка модели 6Н81, применяемой оснасткой, настройкой и наладкой станка на выполнение некоторых операций.
2 ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ РАБОТЫ
1) Освоение теоретической части – изучение устройства, кинематики и работы станка по нижеследующим текстам, рисункам, схеме и непосредственно на станке.
2) Детальное ознакомление со станком, в том числе включение приводов на холостом
3) Выполнение индивидуальных заданий по расчёту настройки и наладке станка и универсальной делительной головки УДГ-135 (с выходом, при необходимости, к станку) и составление отчёта по работе.
4) Настройка и наладка станка для выполнения конкретной работы.
ВНИМАНИЕ: нахождение около станка и действия с ним допускаются только в присутствии преподавателя или лаборанта!
3 ОЗНАКОМЛЕНИЕ С НАЗНАЧЕНИЕМ, ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКОЙ, ОБЩИМ УСТРОЙСТВОМ И РАБОТОЙ СТАНКА
3.1 Назначение станка и применяемые режущие инструменты
Станок предназначен для фрезерования различных деталей сравнительно небольших размеров в основном цилиндрическими, дисковыми, угловыми, фасонными и модульными фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, сверл, зенкеров, разверток и тому подобных деталей (рис. 1).
Рис.1. Работы, выполняемые на универсально-фрезерных станках

Фрезерование – один из производительных и распространенных методов обработки металлов резанием. Оно осуществляется инструментом, называемым фрезой. Фреза – многозубый (многолезвийный) инструмент – представляет собой тело вращения, на образующей поверхности или на торце которого имеются зубья.
Разработана и используется широкая номенклатура стандартных и специальных фрез
Рис. 2. Основные типы фрез:
а – цилиндрические для обработки плоскостей; б – дисковые пазовые для обработки точных по ширине пазов; в – отрезные для разрезки металла; г – набор фрез для обработки поверхностей сложного профиля; д – фасонные для обработки фасонных поверхностей; е – дисковые трехсторонние для обработки менее точных по ширине пазов или уступов; ж – угловые для обработки канавок; з – дисковые модульные для обработки зубчатых колес; и – торцовые для обработки плоскостей; к – концевые для обработки плоскостей, пазов, уступов, работы по копиру
Материалом режущей части фрез являются быстрорежущие стали, твердые сплавы, металлокерамика, сверхтвердые синтетические материалы.
Фрезы, имеющие цилиндрический хвостовик, закрепляются в цанговых или других центрирующих ось фрезы патронах, а сам патрон крепится в шпинделе станка.
Фрезы с коническим хвостовиком могут крепиться непосредственно в шпинделе (рис. 3,а) или через втулку (рис. 3,б).
Коническое отверстие шпинделя в большинстве фрезерных станков имеет конусность 7:24. При этом угол конуса превышает угол трения и соединение оправки со шпинделем не является самотормозящим, что требует принудительной затяжки инструмента в шпиндель. Эта затяжка осуществляется так называемым шомполом – длинным винтом, пропущенным в отверстие шпинделя и ввернутым в резьбовое отверстие хвостовика фрезы или ее оправки.
Передача крутящего момента инструменту осуществляется двумя торцевыми шпонками (или поводками, или сухарями), закрепленными на шпинделе и входящими в пазы фрезы или фланца оправки фрезы.
Размеры рабочей поверхности стола 250 х 1000 мм
Наибольшее перемещение стола:
— продольное 650 мм
— поперечное 200 мм
— вертикальное 400 мм
Расстояние от оси шпинделя до стола 400 мм
Расстояние от оси шпинделя до хобота 150 мм
Число ступеней частот вращения шпинделя 16
Пределы частот вращения шпинделя 65…1800 об/мин
Число ступеней рабочих подач стола 16
Пределы величин подач:
— продольных 35…980 об/мин
— поперечных 25…765 об/мин
— вертикальных 12…380 об/мин
Скорость быстрого продольного перемещения стола 2900 мм/мин
Мощность главного электродвигателя 5,8 кВт
Мощность электродвигателя привода подач 1,7 кВт
Консольно-фрезерные станки, имеющие поворотную часть стола, называются универсальными. На универсальных консольно-фрезерных станках выполняют различные работы: обработку плоскостей торцовыми и цилиндрическими фрезами, прорезание прямых и винтовых канавок на цилиндрических заготовках с помощью дисковых фрез, нарезание зубчатых колёс модульными дисковыми фрезами, обработку линейчатых поверхностей фасонными фрезами, прорезание пазов, уступов двух — и трехсторонними дисковым фрезами, фрезерование окон, канавок, пазов концевыми и пазовыми фрезами, отрезание – отрезными [1-6, 10-12, 17, 20, 21].
Основной частью консольного универсального фрезерного станка является станина А (рис. 2.1).
Станина А объединяет следующие узлы станка: коробку скоростей со шпинделем, которые смонтированы в ней; консоль Б с коробкой подач, перемещающимися по вертикальным направляющим станины; поперечные салазки В; поворотную часть Г стола; стол Д, передвигающийся по направляющим поворотной части; хобот Ж с подвесками; основание З с резервуаром для охлаждающей жидкости.
Обрабатываемая заготовка закрепляется на столе станка с помощью машинных тисков, специального приспособления или прижимов и может перемещаться совместно со столом в трех направлениях (продольном, поперечном и вертикальном). Инструмент устанавливается на оправку, которая своим коническим хвостовиком вставляется в отверстие шпинделя и крепится в нем болтом. Стандартный концевой инструмент также может быть закреплен в коническом отверстии шпинделя тем же болтом.
Органы управления станком и его электрооборудованием показаны на этом же рис. 2.1.
Настройка коробки скоростей на заданную частоту вращения шпинделя производится с помощью рукояток 1 и 2. Поворотом рукоятки 1 устанавливают две возможных частоты вращения, а перемещением рукоятки 2 в положение I или II выбирают из них необходимую. Аналогично настраивают и коробку подач.
Кинематические цепи главного движения и движения подачи можно проследить по кинематической схеме станка (рис. 2.2).
Вал электродвигателя главного движения через муфту передает вращение валу I. Вал II благодаря блоку Б1 получает две частоты вращения. Этот вал сообщает валу III с помощью двух двойных блоков Б2 и Б3 четыре частоты вращения. С выходного вала коробки скоростей через ременную передачу Ø140/Ø210 мм вращательное движение поступает на перебор. Если включена муфта М1, то восемь частот непосредственно передаются на шпиндель. При выключенной муфте М1 вводятся в зацепление зубчатые колеса 30-64 и 25-69 и шпиндель получает еще восемь частот, но нижней части диапазона регулирования. В результате имеем общее количество ступеней вращения шпинделя, равное 16.
максимальную частоту частот вращения шпинделя рассчитаем, используя уравнение кинематической цепи:
nшп max = 1450  (2.1)
(2.1)
Аналогично определим минимальную частоту вращения шпинделя:
nшп min = 1450  (2.2)
(2.2)
Используя вышеприведенную методику, можно вычислить значения всех частот вращения шпинделя, имеющихся на станке.

Рис. 2.1. Общий вид станка мод. 6Н81:
А – станина; Б – консоль со смонтированной внутри коробкой подач; В – поперечные салазки; Г – поворотная часть стола; Д – стол; Ж – хобот с подвесками; З – основание с полостью для СОЖ;1 – рукоятка переключения скоростей; 2 – рукоятка перебора; 3 – рукоятка ручного продольного перемещения стола; 4 – рукоятка управления продольной подачей стола; 5 – рукоятка управления поперечной подачей; 6 – маховичок ручного поперечного перемещения каретки: 7 – рукоятка ручного вертикального перемещения стола; 8 – рукоятка управления вертикальной подачей; 9 – маховичок выбора подач; 10 – рукоятка переключения подач;11 – рукоятка ускоренных перемещений консоли, поперечной каретки, стола; 12 – кнопка пуска электродвигателя главного движения; 13 – кнопка пуска электродвигателя привода подачи; 14 – аварийный стоп; 15 – линейный выключатель; 16 – переключатель направления вращения шпинделя; 17 – выключатель насоса охлаждения
Коробка подач имеет независимый привод, поэтому подача имеет размерность мм/мин. Вал VIII, соединенный жесткой муфтой с электродвигателем, через блок Б4 передает на вал IX две частоты вращения. далее, при последовательном введении в зацепление зубчатых колес блоков Б5 и Б6 вал Х получает восемь различных частот вращения, которые могут быть удвоены на валу XII с помощью блока Б7 введением в зацепление передач 18-15 или 18-37-15-37. в результате имеем 16 различных частот вращения, которые передаются через червячную передачу 2-36, обгонную муфту МО, колеса 22-42 на вал XIV и через предохранительную муфту МП на зубчатое колесо 42. Это колесо является последним общим, после которого движение разветвляется на три – вертикальное, поперечное и продольное.
По всем трем координатным перемещениям может быть осуществлено ускоренное движение исполнительных органов. Оно непосредственно заимствуется с вала VIII и, когда включена муфта М2, подается через вал XIV, предохранительную муфту МП на колесо 42 и далее на одно из трех координатных перемещений.
Кулачковые муфты М3, М4 и М5 предназначены для включения и реверсирования механической подачи.
Используя такой же анализ кинематических цепей, как и в случае коробки скоростей, рассчитаем минимальную величину скорости продольной подачи стола Sпрод. min. Для этого составим уравнения кинематической цепи:
Sпрод. min = 1420  (2.3)
(2.3)
Наибольшая скорость поперечной подачи Sпоп. мах может быть определена из выражения:
Sпоп. мах = 1420  (2.4)
(2.4)
Подобный анализ в соответствии с кинематической схемой (рис. 2.2) привода подач позволяет рассчитать все значения рабочих подач консоли, поперечной каретки и стола, а также определить величину ускоренных перемещений по координатам.
Скорость быстрых перемещений Sб стола в продольном направлении выражается отношением:
S б.прод = 1420  (2.5)
(2.5)










Устройство делительной головки
Для выполнения операций по нарезанию зубчатых профилей на фрезерных станках применяют универсальные делительные головки. С их помощью можно производить: периодический поворот заготовки по окружности с целью нарезания прямолинейных канавок, фрезерования многогранников, нарезания цилиндрических зубчатых колес, а также сообщать круговую подачу заготовке, согласованную с продольной подачей стола для нарезания спиральных канавок, зубчатых колес с винтовыми зубьями и т.д.
Делительная головка состоит из следующих основных частей (рис. 2.3): корпуса – 1; поворотной части – 2; шпинделя с лимбом – 3; рукоятки – 4; зубчатого колеса с удлиненной ступицей – 5; делительного диска — лимба – 6; червячного колеса 14 и однозаходного червяка 13, смонтированных в корпусе 1. Однозаходный червях находится в зацеплении с червячным колесом. Червяк вращает червячное колесо, которое закреплено на шпинделе и осуществляет его поворот на заданную часть окружности. Вращение червяка осуществляют валиком 7 с помощью рукоятки 4 через зубчатое колесо 5. Рукоятку 4 можно передвигать по прорези так, чтобы ее штифт попал в одно из глухих отверстий, выбранных на окружности делительного диска. отверстия делительного диска, расположены на концентричных окружностях. число отверстий соответственно равно: 54; 49; 47; 43; 41; 39; 37; 31;30; 29; 23; 21; 19; 17 и 16.
Чтобы облегчить отсчет отверстий, пользуются раздвижным сектором, линейки которого раздвигают на угол, соответствующий требуемому количеству отверстий и в этом положении их закрепляют двумя винтами.
Для передачи вращения от ходового винта стола на шпиндель делительной головки, что необходимо при нарезании винтовых канавок, предусмотрена коническая пара, связывающая валик 7 с последней шестерней гитары сменных колес и обеспечивающая вращение шпинделя с одновременным перемещением стола.
Обрабатываемую деталь устанавливают в центрах или в патроне и центре задней бабки. Шпиндель делительной головки вместе с поворотной частью можно устанавливать под углом от 0 до 90 О относительно горизонтальной плоскости, что позволяет, например, осуществлять предварительную или приближенную обработку прямозубых конических колес.
С помощью делительной головки УДГ-135 можно выполнять обработку как прямых канавок с использованием непосредственного, простого или дифференциального деления, так и винтовых [10].
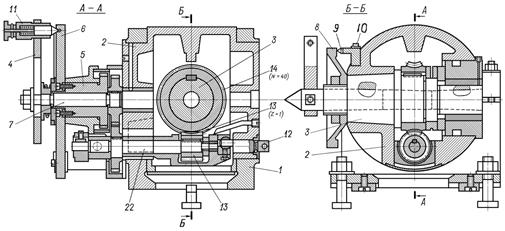
Рис. 2.3. Универсальная делительная головка модели УДГ – 135:
I – корпус; 2 – поворотная часть; 3 – шпиндель; 4 – рукоятка; 5 – зуб-
чатое колесо; 6 – делительный диск; 7– валик; 8– диск непосредствен-
ного деления; 9 – штифт; 10 – болт; 11 – обойма; 12 – валик; 13 – червяк; 14 – червячное колесо
Непосредственный метод деления
Для настройки делительной головки на непосредственное деление необходимо с помощью рукоятки, расположенной на задней части корпуса, вывести однозаходный червяк из зацепления с червячным колесом, после этого шпиндель можно поворачивать за патрон, отсчитывая каждый раз по лимбу требуемое число градусов.
Например, для фрезерования шестигранника шпиндель следует поворачивать каждый раз на  . После каждого поворота необходимо фиксировать шпиндель с помощью винта, рукоятка которого расположена на задней части корпуса выше рукоятки управления зацеплением червяка.
. После каждого поворота необходимо фиксировать шпиндель с помощью винта, рукоятка которого расположена на задней части корпуса выше рукоятки управления зацеплением червяка.
Простой метод деления
При этом методе, поворот шпинделя делительной головки, а, следовательно, и соединенной с ним заготовки, осуществляют вращением рукоятки. Отсчет угла поворота шпинделя ведут по делительному диску, который должен быть закреплен на корпусе с помощью фиксатора.
Для того чтобы шпиндель повернулся на 1 оборот, рукоятке необходимо сообщить 40 оборотов, так как передаточное отношение червячной пары равно 1/40. Величина, обратная передаточному отношению червячной пары, называется характеристикой делительной головки (N = 40).
Таким образом, для того, чтобы повернуть шпиндель на 1/Z окружнос-
ти, где Z – число частей, на которое требуется разделить окружность, рукоятку требуется повернуть на число оборотов:
 (2.6)
(2.6)
В том случае, если n не получается целым числом, то его дробную часть n′ представляют в виде простой дроби. По величине знаменателя подбирают такую делительную окружность, на которой количество отверстий В делится на численное значение знаменателя без остатка (если этого сделать нельзя, то переходят на метод сложного деления) и находят количество отверстий А, на которое необходимо повернуть рукоятку для получения дробной части n′ общего числа оборотов n:
 (2.7)
(2.7)
Пример. Требуется профрезеровать 7 прямолинейных канавок Z=7. Подсчитаем число оборотов рукоятки,  , следовательно, после обработки каждой канавки рукоятке следует сообщить 5 полных оборотов и плюс 5/7 оборота. Выбираем на диске окружность с числом отверстий, кратным 7, т.е. (В = 49). Тогда для поворота рукоятки на 5/7 окружности с 49 отверстиями следует отсчитать 5 х 7 = 35 отверстий, следовательно, (А= 35).
, следовательно, после обработки каждой канавки рукоятке следует сообщить 5 полных оборотов и плюс 5/7 оборота. Выбираем на диске окружность с числом отверстий, кратным 7, т.е. (В = 49). Тогда для поворота рукоятки на 5/7 окружности с 49 отверстиями следует отсчитать 5 х 7 = 35 отверстий, следовательно, (А= 35).
Дифференциальный метод деления.
Этот метод применяют в том случае, когда невозможно произвести заданный поворот шпинделя делительной головки простым методом деления, то есть нельзя при неподвижном делительном диске произвести отсчет нужного поворота рукоятки относительно диска (рис. 2.4).
При дифференциальном делении связывают кинематической цепью шпиндель головки с предварительно расфиксированным делительным диском двумя парами сменных зубчатых колёс: a, b, c, d (рис. 2.4) с передаточным отношением:
 (2.8)
(2.8)
В результате при вращении рукоятки одновременно поворачиваются шпиндель и делительный диск. В этом случае требуемый поворот рукоятки будет представлять алгебраическую сумму двух поворотов:
 (2.9)
(2.9)
где  – требуемое число оборотов рукоятки,соответсвующее повороту шпинделя на
– требуемое число оборотов рукоятки,соответсвующее повороту шпинделя на  ;
;  – отсчитываемый поворот рукоятки относительно делительного диска. Величиной ZО задаёмся, она должна быть близкой к Z и обеспечиваться простым делением.
– отсчитываемый поворот рукоятки относительно делительного диска. Величиной ZО задаёмся, она должна быть близкой к Z и обеспечиваться простым делением.
i – поворот самого делительного диска.
i – передаточное отношение сменных зубчатых колес, связывающих шпиндель головки с делительным диском.
Передаточное отношение сменных колёс подсчитывают по формуле:
 (2.10)
(2.10)
Примечание: при ZО >Z – делительный диск должен вращаться в одну сторону с рукояткой, а при ZО
Дата добавления: 2017-02-28 ; просмотров: 2463 | Нарушение авторских прав






