
ребят, кто что знает, можно ли наточить новую резьбу или как лучше поступить?
Смотрите также
Комментарии 31

срывали, покупаешь с нивовского инжекторного мотора,
м12 , шляпу на токарном стонке делаем под головку на 12,
плюс укорачивали.очень достойно бжимают
спасибо, буду пробовать)

родной М11×1.25
пересверлили под М12X1.25
Болты от Fiat 1.9D укоротить
спасибо, а новую резьбу реально нарезать, блок же вроде чугунный, а на чугуне хрен нарежешь, он сыпится?
чугун режется-обрабатывается лучше чем сталь3

все нарезается замечательно метчиком
чугун режется-обрабатывается лучше чем сталь3
хорошо, буду иметь ввиду, спасибо)
на старом движке тоже сорвал "мастер". на размер больше насверлил резьбу, болт вазовский токарю отдал, все зажалось как на новом двигателе.
вот вопрос то, блок чугунный же, нарежится там вообще резьба то под больший диаметр?

В таком случае делаеться вертыш и все.
что это такое?
когда типо втулки с двух сторон с резьбой, ее заворачиваешь в блок, а в нее уже болт, я правильно понял?

Двигатели ХЕ рестайл и дорестайл отличаются диаметром болтов. На дорестайле меньше диаметр, на рестайле больше.Т.е. можно взять болт от послерестайла…но правда лучше тогда все менять, что бы обтянулось…
хочешь сказать что мне все 10 дыр сверлить под рестайловские болты нужно?)
Ну да, там делов то)) А где сорвалось, с краю или ближе к середине?
с краю, ближе к телевизору, угловой самый, так не очень страшно, с маслом антифриз не мешается, а вот наружу подтекает
Ну тогда один больше диаметром воткни и обтягивай как обычно, только крайней чуть с меньшим усилием…
Двигатели ХЕ рестайл и дорестайл отличаются диаметром болтов. На дорестайле меньше диаметр, на рестайле больше.Т.е. можно взять болт от послерестайла…но правда лучше тогда все менять, что бы обтянулось…
отличают НЕ ДИАМЕТРОМ, а ДЛИННОЙ!
Ну у меня их два комплекта, я их в руках держал)
я тоже много чего в руках держал)
замеры рулят)
Блин…я фото тебе пришлю)
не пиши ерунду
фото чего? болтов разного диаметра?
загляни в каталоги по болтам гбц
блоки тоже разные до и рестайл?
головы тоже разные отверстия под болты?
Блоки немного разные, как раз диаметром отверстий и глубиной каналов водяных под головой.
сравни
077.890 ELRING
803.010 ELRING

optovik-yug.ru/product/na…zhiganiya-5pr-force-11560 вот например такой наборчик стоит всего 300 с хером рублей.
Спасибо, Лех, учту)
там получается надо высверлить, закрутить вот эту херню, а в эту херню уже болт, я правильно понял?
Блин я по ходу прочитал не так, я думал ты под свечу сорвал резьбу. Если в блоке то конечно дело сложнее, как вариант искать болт такой же длины и большего диаметра, но тогда придется и в гбц отверстие раздрачивать пошире если это возможно.
аа, не, к сожалению не свечу, а куда серьезнее
я все таки думаю может таким способом попробовать который тебе написал
Продают в автомагах футорку и вроде даже бывают целые наборы для ее установки, внутри она по диаметру свечи, снаружи под резьбу большего диаметра, мне так и делали в свое время. Только голову надо снять обязательно с движка, а то мне все говорили типа стружка сгорит, и хер там угробил движок.

Была такая беда у Spawn-12341 спроси у него. Он вроде нарезал резьбу и запиндюрел москвичевскую шпильку
Нарезание внутренней резьбы метчиком начинают с выбора нужного инструмента. После первым шагом является просверливание отверстия. По сути, этот этап является самым главным, так как если ошибиться с подбором диаметра, то либо болт будет болтаться, либо при нарезании резьбы от перегрузки сломается метчик. Лучше всего диаметр отверстий определять по таблицам, но можно произвести и грубую оценку: отняв от диаметра резьбы ее шаг можно получить приблизительное значение необходимого диаметра отверстия.
Например, если внешний диаметр резьбы 18 мм, а шаг 1 мм, то требуется просверлить отверстие в 17 мм. Сверлить необходимо строго перпендикулярно поверхности детали (из-за отклонений возможен брак при нарезании). У просверленного отверстия желательно сделать небольшую фаску. У глухих отверстий глубина должна быть больше, чем длина нарезаемой части, чтобы инструмент при резке вышел за границы необходимой длины резьбы. Если этот запас не предусмотреть, то резьба будет неполной.
Деталь с просверленным отверстием закрепляют в тиски. Метчик фиксируют в воротке (при отсутствии используют разводной ключ) или патроне станка. На качество резьбы, скорость нарезания и стойкость инструмента значительное влияние оказывает правильный подбор смазочно-охлаждающей жидкости (СОЖ). Чтобы не испортить инструмент, а резьбу получить чистую и с правильным профилем, необходимо применять следующие СОЖ:
разведенную эмульсию (одна часть эмульсии, смешанная с 160 частями воды);
для деталей из латуни и стали можно использовать льняное масло;
для изделий из алюминия – керосин;
для деталей из красной меди – можно скипидар;
в изделиях из чугуна и бронзы нарезание следует проводить всухую.
Нельзя использовать минеральные и машинные масла – они способствуют значительному возрастанию сопротивления, которое инструмент преодолевают в процессе работы, оказывают отрицательное влияние на шероховатость резьбы и приводят к быстрому износу метчика.
1.2. Правила нарезания внутренней резьбы метчиком
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:
При формировании резьбы в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
В процессе нарезания требуется тщательно следить за правильностью врезки инструмента, чтобы не было его перекоса. Для этого необходимо через каждые вновь нарезанные 2–3 нитки стружки проверять положение метчика относительно верхней плоскости детали с помощью угольника. Особенно осторожно следует работать с глухими и мелкими отверстиями.
Метчик (рис. 1) представляет собой закаленный винт, на котором прорезано несколько прямых или винтовых канавок, образующих режущие кромки инструмента. Канавки также обеспечивают размещение стружки, образующейся при резании стружка может выводиться из зоны резания.
Метчик состоит из двух частей — рабочей и хвостовика, на конце которого выполнен квадрат (у ручных метчиков). Рабочая часть метчика включает в себя: режущую (заборную) часть, которая обеспечивает удаление основной части припуска на обработку; калибрующую часть, осуществляющую окончательную обработку резьбы; стружечные канавки; перья (витки резьбы, разделенные стружечными канавками) и сердцевину, обеспечивающую метчику достаточную для обработки прочность и жесткость. Хвостовая часть метчика служит для закрепления его в воротке, которым производятся рабочие и холостые перемещения метчика.
Рабочую часть метчика изготавливают из инструментальных углеродистых сталей марок У11, У11А, быстрорежущей стали или твердого сплава. Выбор материала рабочей части зависит от физико-механических свойств обрабатываемой заготовки. У цельных метчиков материал хвостовой части тот же, а у метчиков, состоящих из двух частей, соединяемых сваркой, хвостовую часть изготавливают из конструкционной стали марок 45 и 40Х: Число стружечных канавок, выполненных на метчике, зависит от его диаметра (три канавки дтя метчиков диаметром до 20 мм и четыре — для метчиков диаметром свыше 20 мм).
Основную работу при нарезании резьбы выполняют режущие кромки, образованные пересечением передних поверхностей канавки с задними (затылованчыми, выполненными по архимедовой спирали) поверхностями рабочей части. Затылование задней поверхности режущих зубьев позволяет сохранить постоянным их профиль после переточки, которая осуществляется централизованно в заточных цехах.
Как правило, метчики изготовляют с прямыми канавками, однако для улучшения условий резания и получения точных и чистых резьб применяют метчики с винтовыми канавками. Угол наклона такой канавки к оси метчика составляет 8… 15°. Для получения точных и чистых резьбовых поверхностей в сквозных отверстиях при обработке мягких и вязких материалов используют бесканавочные метчики.
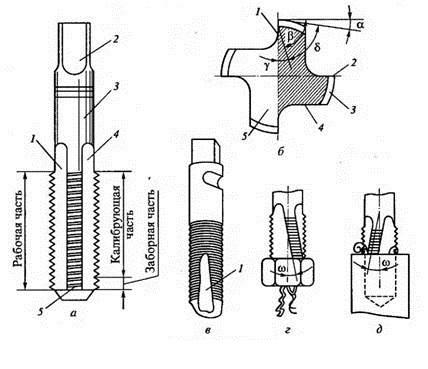
а – конструкция: 1 – нитка(виток); 2 – квадрат; 3 – хвостик; 4 – канавка; 5 – режущее перо; б – геометрические параметры: 1 – передняя поверхность; 2 – режущая кромка; 3 – затылованная поверхность; 4 – задняя поверхность; 5 – режущее перо; α – задний угол; β – угол резания; δ – угол заострения; γ – передний угол; в – с винтовой стружечной канавкой: 1 – канавка; г — нарезание глухой резьбы; ω – угол наклона винтовой канавки.

Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.

По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Очередь просмотра
Очередь
- Удалить все
- Отключить
YouTube Premium
![]()
Хотите сохраните это видео?
- Пожаловаться
Пожаловаться на видео?
Понравилось?
Не понравилось?
ООО Группа Консул производит пасты любого состава и вида: алмазные, эльборовые, абразивные, притирочные, сверлильные и т. д. по ГОСТ и индивидуальным рецептурам. Нами разработаны уникальные составы для высокотехнологичных предприятий.
г. Ярославль, www.consul-group.ru
тел. для контактов +7 920 120 11 32
тел.офис +7(4852) 681630
Сверлильная паста для нарезания, накатки и формовки резьбы, а также глубокого сверления, сверления концевыми фрезами, ступенчатыми сверлами . Паста обеспечивает высокую точность размеров и длительный срок службы нарезного инструмента.
Обрабатываемые материалы: высоколегированные и нержавеющие стали, чугун, титан и его сплавы. Используемое оборудование: сверлильные, расточные и токарные станки, слесарные работы.
Преимущества:
высокая скорость нарезания резьбы
не оставляет следов на деталях
повышенная стойкость инструмента
высокое качество обработанных поверхностей и точность размеров отверстий
Способ нанесения
Способ нанесения кистью. Паста наносится непосредственно на сверла, метчики, фрезы и подобные осевые инструменты. Оптимально подобранная вязкость пасты позволяет использовать ее в тех случаях, когда применяемые ранее более жидкие продукты не удерживаются на поверхности режущего инструмента.
Смазка наносится прямо на инструмент или обрабатываемую деталь щеткой или погружением инструмента в смазочную пасту.
Упаковка – по требованию заказчика.
Сверлильная паста значительно облегчает слесарные работы ( резьбонарезание или сверление ручным способом), а также на универсальных сверлильных, расточных и токарных станках, где подача СОЖ не возможна или затруднена при обработке высоколегированных и нержавеющих сталей, титана и его сплавов.
Всем хорошего денька!
Необходим совет по восстановлению резьбовых отверстий в станине.
Резьбовые отверстия М16 используются для крепления штампа к станине кривошипного пресса, напряжением в 130т.
Нужно восстановить резьбу под тот же диаметр т.к.
доступ к дальним крепежным отверстиям ограничен и рассверловка затруднительна!
Обнаружил ремонтные спиральные резьбовые вставки HeliCoil., появился спрос к менеджеру — — Какова их крепость и долговечность, в ответ услыхал, что они вечные.
Кто может сказать, это что за вставки и стоит ли их применить для ремонта?
или посоветуйте способы для восстановления резьбы!
CRW_7753-7778_
Рассверлить отверстие под следующую резьбу, нарезать ее, в тормозной скобе рассверлить отверстие под новейший болт, подобрать новейший болт.
Резьбу делать с тем же шагом, что и была.
спасибо, а в этом нет «криминала»?
ибо есть понятия у отдельных с кем я совещался, что так делать категорически невозможно, образа не нарезать в чугуне резьбу, образа болтов не подобрать итд.
Вот и разрешил узнать у профессионалов
При рекламируемой вставке «увеличение отверстия фиксируемых деталей» НЕ происходит.
, который нельзя отменить ".
А я о чём рассказываю, что желательно чтоб всё как было.
Данные вставки в основном для потребностей, а здесь вторая проблема сто раз открути сто раз завинти и напряжения какие.
уважаемый Desti откуда такая уверенность что именно так всё и будет, может разделитесь из своего эксперимента В принципе ничего новейшего в предоставленной технологии нету, скажем так дедовский метод, просто доведённый до ума.
К примеру будуче студентом говорили случай восстановления трещины в фабричном котле методом заклёпывания, а здесь возможно даже на форуме обсуждалась такая тема, а потом оказывается есть немецкая контора мастер по подобным делам
Да уже, почесав в затылке, начал ремонтировать.
Частично разобрал фартук (все, что касается гайки, остальное трогать не буду, наверное.
Отломал полностью треснутую часть.
Покрутил, возвратил на местечко, прижал струбцинами.
Влазит максимум две шпильки М6 :(, причем под уголком, а не на разрыв, как желал.
Уж чересчур полно потом различных дыр.
Просверлил одно отверстие, нарезал резьбу.
Для другого придется еще срезать кусочек с опоры зажима гайки (то, что слева маячит).
Потом латунью заполню и зашлифую …
За компанию просмотрел насосик, который дает на направляющие масло.
Чего-то он не бросает.
Потом точно шара не наверное быть?
где, если должен?
Members 2946 оповещений Город: Одесса Имя: Саня
Резцы уже есть готовые Р18, надо нарезать внутреннюю резьбу, втулка 1 шт. Нарезать рабочие не желают сказали либо сгорит либо любой ход, подтачивать надо.
При каких выражениях можно нарезать на чугуне СЧ20 200 — 240 НВ внутреннюю трапецеидальную резьбу шаг 6 чтобы не сжечь его без охлаждения, или чем охлаждать (подручный вариант).
Как быстрее будет резать ВК8 чем Р18 включая машинное время и переточки.
Заказать новейший резец ВК6 — 8 это ругань и дополнительные проволочки.
Насчет нарезки прямоугольного профиля наружную так и нарезали, на духовную даже нет канавочных резцов.
Editor 4842 информаций Город: Львов — Тернополь Имя: Максим Когут
Народ не создавайте сами себе непреодорлимых проблемм — если есть возможность переточить болт и перерезать резьбу то нечего даже задумываться — РЕЗАТЬ однозначно.
сам в близкое времечко занимался этим и никогда проколов небыло, главнейшее чтобы была технологическая возможность изготовить такойже болт с увеличеной резьбой.
нарезать кривую резьбу можно только кривыми лапами в чугуне резьба играет ничем не худо чем в стали, и даже легче, только точно выберите сверло под резьбу используя таблицу данную Алексеем, я зачастую испльзую в похожих ситуациях метчики на единицу больше-тоесть если резьба была на восемь то перерезаю на девять, если на десять то на одинадцать …
Короче в Вашей ситуации вообще проблеммы не замечаю, правда Вы не указали модель автомобиля …






