 С помощью электростатического напыления на разогретую поверхность получают ровные сплошные покрытия без пор и пузырей практически из всех марок термопластичных фторполимеров. Нанесение производится на заранее подготовленную шероховатую металлическую загрунтованную поверхность по определенному температурному режиму с финишной температурной обработкой. Для получения качественных покрытий используются марки фторполимеров с большими значениями показателя текучести расплава. К таким относятся PVDF (Ф-2М марки «Д»), ECTFE (Ф-30ПС), FEP (Ф-4МБП), ETFE (Ф-40ДП), PFA (Ф-50ПН).
С помощью электростатического напыления на разогретую поверхность получают ровные сплошные покрытия без пор и пузырей практически из всех марок термопластичных фторполимеров. Нанесение производится на заранее подготовленную шероховатую металлическую загрунтованную поверхность по определенному температурному режиму с финишной температурной обработкой. Для получения качественных покрытий используются марки фторполимеров с большими значениями показателя текучести расплава. К таким относятся PVDF (Ф-2М марки «Д»), ECTFE (Ф-30ПС), FEP (Ф-4МБП), ETFE (Ф-40ДП), PFA (Ф-50ПН).
Наибольшее применение для антикоррозионной защиты в химическом машиностроении нашли покрытия на основе ПВДФ. Они пригодны для контакта с агрессивными средами при температурах от -40 до +140 o С.
Покрытия из ECTFE выдерживают эксплуатацию при температурах от -76 до +150 o С и кратковременно до 180 o С. При высоких температурах проницаемость водяных паров через пленку из ECTFE в 10÷100 раз меньше, чем у других фторопластов. По химической стойкости ECTFE в ряде случаев превосходит ПВДФ за счет стойкости к апротонным растворителям и более высокой рабочей температуре, но относится к более дорогим фторполимерам. Детали покрытые ECTFE и ETFE, можно сверлить, фрезеровать и сваривать.
Порошковыми фторопластовыми покрытиями защищаются различные металлические детали машин, работающих с агрессивными средами, например, стальные валы в прокатке литиевой фольги, внутреннее пространство небольших химических реакторов и емкостей, узлы и формы для придания антиадгезионных свойств, а также различные инструменты в медицине (пинцеты, лапароскопы) и поверхности приборов. Во всех случаях при нанесении порошкового покрытия лимитирующим фактором являются геометрические размеры термопечей, в которые помещают (подвешивают) детали, разогреваемые выше достаточно большой температуры плавления фторсополимера.
В зависимости от вида фторопласта рекомендуются различные режимы нанесения порошковых покрытий, доступные по запросу.
Альтернативные способы получения покрытий доступны по ссылкам: Футеровки, Покрытия из лаков и дисперсий, Композиции.

ФТОРОПЛАСТОВЫЕ ПОКРЫТИЯ. ОПЫТ И ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ.
В.В.Колесниченко, Д.Н. Трофимов
В ряду полимеризационных пластмасс фторопласты занимают особое место благодаря уникальному сочетанию таких свойств, как высокие химическая стойкость, теплостойкость, морозостойкость, триботехнические, антиадгезионные, электроизоляционные характеристики. Это предопределяет их использование в противокоррозионной технике, машиностроении, электронике, приборостроении, пищевой промышленности и других в качестве покрытий и футеровок различного назначения.
В ОАО «Пластполимер» разработаны технологические процессы нанесения фторопластовых покрытий из порошков, лаков, суспензий и композиций, обеспечивающие получение адгезионно-прочных соединений металл-фторопласт, длительно работающих в различных агрессивных средах при высоких (до +260°С) температурах. Указанные технологии включают: применение различных грунтовок бифункционального типа и конверсионных покрытий металлов, дозированное окисление фторопластов, гамма-облучение, дополнительную термообработку сформированных покрытий и другие технологические приемы [2, 3].

Рис.1. Главный специалист по ФП покрытиям (Колесниченко В.В.) оценивает
качество порошкового покрытия на основе Ф-4МБП.
Фторопластовые покрытия условно можно классифицировать по следующим критериям:
1 ) по методам нанесения – порошковые, лаковые, суспензионные, футеровочные;
2 ) по материалам – Ф-4, Ф-3, Ф-2 и различные фторсополимеры;
3) по назначению – антикоррозионные, антифрикционные, противоналипающие, электроизоляционные, уплотняющие и другие.
Фторопласты представляют собой класс карбоцепных полимеров, у которых основная цепь, состоящая из углеродных атомов, заключена в плотную спиральную оболочку из атомов фтора. Прочность химической связи C – F составляет 116-120 ккал/моль, что намного превышает прочность связи C – H (95 ккал/моль), характерной для полиэтилена. Это обстоятельство наряду с химической инертностью и плотностью оболочки из атомов фтора, защищающей углеродную цепь от проникновения и воздействия агрессивных деструктирующих сред (кислород, кислоты, растворители и др.), придает фторопластам высокую химстойкость, стойкость к термоокислительной деструкции и низкую проницаемсть.
Наличие химически инертной оболочки из атомов фтора обуславливает низкую поверхностную энергию фторопластов (критическое поверхностное натяжение смачивания для фторопласта-4 составляет
18,5 дин/см)[1]. Это позволяет использовать фторопласты (особенно фторопласт-4) в качестве уникальных материалов антифрикционного назначения даже в условиях сухого трения, а также в качестве антиадгезионных (противоналипающих) материалов. Однако, высокая химическая инертность фторопластов и низкая поверхностная энергия являются главными причинами низкой адгезии (прилипания) фторопластов к металлам, что требует специальных приемов при их использовании в качестве защитных покрытий.
Защитное действие покрытий от агрессивных сред определяется не только химической стойкостью полимера (фторопласта), но также диффузионной проницаемостью и адгезией покрытия к защищаемому металлу. В таблице по обобщенным данным [3] приведены сравнительные свойства фторопластов различных марок, пентапласта и полиэтилена, в том числе диффузионные характеристики, на основании которых можно произвести предварительный выбор материала для противокоррозионного покрытия.
Таблица 1. Физико-механические, теплофизические и диффузионные свойства полимерных материалов для покрытий
Полимер
Твердость HB , МПа
Модуль упругости при изгибе, МПа
Относительное удлинение, %
Температура стеклования Тс, °С
Рабочая температура Т max , °С
Проницаемость HCl при 50°С P *10 10 г/м*ч*Па
Полиэтилен
550-600
250-500
40-400
100-130
40-300
250-400
200-300
Пентапласт
80-110
150-400
150-300
300-500
Как следует из таблицы, минимальной диффузионной проницаемостью в агрессивных средах, содержащих «летучие» электролиты ( HCl , HF ), наиболее легко проникающие через любое полимерное покрытие, обладают фторполимеры с высокими значениями модуля упругости, поверхностной твердости и температуры стеклования (Ф-3Б, Ф-30), а также пентапласт. Этим материалам по проницаемости не уступает и Ф-32Л, имеющий, кроме того, хорошие деформативные характеристики. Низкая диффузионная проницаемость этих полимеров обусловлена, на наш взгляд, высоким межмолекулярным взаимодействием полимерных цепей (энергией когезии), высокой кристалличностью (до 75%) и химической инертностью в широком диапазоне температур.
Другие фторопласты (Ф-2М, Ф-40, Ф-4МБ, Ф-42) также могут быть выбраны для противокоррозионной защиты, поскольку по диффузионным характеристикам они в 8-30 раз превосходят полиэтилен.
В ОАО «Пластполимер» разработаны технологические процессы напыления фторопластовых покрытий из порошков Ф-2М, Ф-30ПС, Ф-40ДП (ВЭ), Ф-4МБП, Ф-50ПН и других, толщиной 0,3-1,5 мм без пор, пузырей, с высокой и стабильной адгезией на различных металлах, в том числе на меди и её сплавах, на стекле, керамике, неорганических эмалях, кремнии, нитриде титана и других. Для получения покрытий используется метод электростатического напыления.
Фторопластовые покрытия, в частности, Ф-30ПС, Ф-2М успешно защищают металл каруселей и фильтродержателей от коррозии в особо агрессивных средах (Смесь Каро и других) в призводстве печатных плат. Покрытия на основе Ф-4МБП применяют для защиты емкостей и насосов, компенсаторов и мембран на предприятиях электронной техники, приборостроения и химического машиностроения. Имеются положительные результаты применения покрытий Ф-4МБП, Ф-30ПС и других для защиты различного мединструмента от коррозии, для придания биологической инертности и электроизолирующих свойств (пинцеты, лапароскопы и другие).
Покрытия из Ф-2М, Ф-4МБП, Ф-30ПС использованы для химической защиты стальных валов при прокатке литиевой фольги, для защиты от биокоррозии валов-шиберов в производстве плавленых сыров, а также на стальных валах для предотвращения налипания краски в типографском производстве.
В качестве уплотнения и для антикоррозионной защиты применяется композиционное покрытие Ф-4МБП с наполнителями на муфтах Ду 219 мм, используемых при монтаже нефтепроводов. При этом достигается (наряду с надежным уплотнением) легкость монтажа, демонтажа и многократность использования муфт с покрытием.
Такие покрытия положительно зарекомендовали себя для восстановления ресурса и повышения КПД шнековых компрессоров высокого давления при перекачке газа.
Антиадгезионные покрытия на основе Ф-4МБП успешно работают на упаковочных линиях (ТЭНы, ножи, валы и другие), при сварке труб из полиолефинов, а также на установках термоформования изделий из различных листовых полимерных материалов, литья и контактного формования, в т.ч. с применением эпоксидных, полиэфирных, полиуретановых и других смол. Кроме того, такие покрытия биологически инертны и допускают контакт с пищевыми продуктами (мясо, тесто, кондитерские изделия и другие).
Из перспективных разработок можно отметить технологию напыления фторопластов на диэлектрические подложки, например, полиимидную пленку. За один слой напыления можно получить покрытие толщиной до 80 мкм. Адгезия фторопластовых порошковых покрытий к полиимиду
в 2 раза выше, чем у покрытий, получаемых традиционным способом (из суспензий). Такие пленки с покрытиями могут найти применение в производстве особопрочных ленточных проводов, термопленок для ксероксов и др.
Представляют также интерес антистатические покрытия на основе Ф-30ПС для применения в электронике с целью предотвращения электрических пробоев статического электричества при транспортировке микросхем, а также во взрыво- и пожароопасных производствах.
В настоящее время решаются вопросы химической защиты крупно-габаритного оборудования для химического машиностроения, в т.ч. тарелок ректификационных колонн и других.
4. Лаковые покрытия.
На основе растворимых фторопластов Ф-32, Ф-42 и других в ОАО «Пластполимер» разработаны и выпускаются фторопластовые лаки марок ЛФ-32Л, ЛФ-42Л, фторопласто-эпоксидные лаки марок ЛФЭ-32ЛНХ, ЛФЭ-32ЛНГ, ЛФЭ-42ЛНХ, ЛФЭ-42ЛНГ (ТУ 6-05-1884-80), покрытия из которых получаются обычными методами лакокрасочной технологии и формируются как при комнатной, так и при повышенных (80-250°С) температурах.
Покрытия на основе этих лаков обладают высокими противокоррозионными свойствами, не набухают в воде и имеют лучшие защитные характеристики, чем полиэтиленовые (таблица 1). Они устойчивы к кислым и щелочным средам (98%-ая азотная кислота, 37%-ая соляная кислота, 50%-ая уксусная кислота, 50-98%-ая серная кислота, 50-90%-ая фосфорная кислота, 40%-ный раствор едкого натра), а также устойчивы к агрессивным парам и газам, содержащим фтористый водород, окислители и другие агрессивные компоненты[3].
Покрытия из фторопластовых лаков применяются для защиты от коррозии газоходов, вентиляторов, вытяжных шкафов, зонтов в различных химических производствах, в электронике, оптике, в пищевой промышленности, для защиты емкостей и фильтров в производстве пива, вина и других продуктов. Лаковые покрытия на основе ЛФ-42, наряду с хорошими физико-механическими свойствами, химстойкостью, обладают высокими триботехническими характеристиками, что позволяет их применять на различных манжетах, уплотнениях, прокладках, диафрагмах из резины. Такие покрытия обеспечивают легкость и многократность использования резиновых изделий, повышают герметичность аппаратуры и ресурс ее работы.
Из перспективных направлений использования лаковых фторопластовых покрытий можно отметить защиту теплообменного оборудования и газоходов в ТЭЦ, работающих при высоких (до 200-250°С) температурах и воздействии агрессивных газов (окислы серы, азота) и конденсата. Для повышения теплостойкости и адгезии лаковых фторопластовых покрытий нами предлагается термо-химическое структурирование покрытий с образованием неплавких (сшитых) защитных пленок.
Для химической защиты и электроизоляции гальванических подвесок разработан опытный состав на основе СКФ-26ОНМ, позволяющий получать покрытия за 1 слой толщиной до 1 мм. Данные покрытия устойчивы в концентрированной соляной кислоте и различных агрессивных средах гальванического производства (химическое никелирование, хромиривание, золочение и других), а также обладают высокими физико-механическими свойствами (устойчивостью к ударам, царапанию, вибрационным нагрузкам, резким перепадам температур).
Заслуживают также внимания новые атмосферо- и влагозащитные покрытия типа ФПР, отверждаемые в естественных условиях, а также покрытия с избирательной смачиваемостью к различными маслами и жидкостями для приборостроения.
5.Покрытия из суспензий.
Покрытия из суспензий фторопластов и композиций на их основе наносятся всеми методами, присущими лакокрасочной технологии и применяются в качестве антиадгезионных ( противоналипающих) покрытий (Ф-4Д, Ф-4МД) и в качестве антикоррозионных (Ф-2МЭ, Ф-2МСД, Ф-3МСК, Ф-4МД). Так, из композиций на основе суспензий Ф-4Д, Ф-4МД разработаны и находят применение противоналипающие покрытия для посуды, хлебопекарных форм, вафельниц, тостеров, шнеков, фильер, шиберов в макаронном производстве, для защиты ТЭНов от накипи и повышения класса электробезопасности, для предотвращения налипания расплавов полимеров на сварочных ножах, подошвах утюгов, на валах и термопленках ксероксов, литьевых формах, прессформах и других изделиях.
Из композиций ФБФ-74Д и ЛФА-4Д-О (аналог ВАФ-31) получают покрытия антифрикционного назначения, работающие в условиях сухого трения. Причем опытные покрытии на основе ЛФА-4Д-О обладают высокой адгезией и износостойкостью (в 5-50 раз большей, чем Ф-4Д) и способностью формироваться при температуре 20-90°С. Имеется также положительный опыт использования покрытий на основе ФБФ-74Д в качестве противоналипающих на валах для прокатки теста, содержащего мед, для прессформ вторичной переработки полиуретана и других целей.
Суспензии Ф-4Д, Ф-4МД применяются также для изготовления фторлакотканей типа Ф-4ДЭ01, используемых для получения печатных плат, работающих в высокочастотных диапазонах, для электроизоляции проводов, для непрерывных транспортерных лент, прокладок, полотнищ в кондитерской и хлебопекарной промышленностях, в типографском, швейном, и других производствах.
Для изготовления фторпластовых футеровочных покрытий (футеровок) применяют разработанные в ОАО «Пластполимер» пленки Ф-4МБ, Ф-32Л, Ф-3М, листы и пленки Ф-2, Ф-2М, трубы Ф-4Д, фторлакоткани. Футеровки выполняются как в виде свободных сварных вкладышей, помещаемых в защищаемую емкость, так и наклейкой с последующей сваркой отдельных элементов футеровки, образующих с металлической поверхностью емкости единую конструкцию.
Из перспективных направлений следует отметить способ термодублирования труб и пленок из Ф-4Д стеклотканями, разработанный взамен химической активации Ф-4Д и наклейки дублирующей ткани. При этом достигается очень высокая адгезия между фторопластом и тканью, превосходящая когезионную прочность соединяемых материалов. Такие трубы и пленки с дублирующим слоем могут быть использованы для изготовления бипластмассовой аппаратуры с наружным конструкционным слоем стеклопластика, для футерования газоходов емкостей на ТЭЦ, химических производствах и для других целей. При этом исключается использование металлических оболочек, чем облегчается вес конструкции.
Заслуживает также внимания разработанный способ футеровочного покрытия наружной поверхности труб, валов и других цилиндрических изделий фторопластовыми пленками путем намотки готовых пленок и последующего термоформования заготовок. Таким способом за одну операцию можно получить покрытие до 1 мм, свободное от пор, пузырей, что в некоторых случаях более производительно, чем порошковое напыление (например, Ф-4МБП).

Предварительно изготовленные заготовки из фторопласта-4 или из фторопластовых композиций фиксируют на металлических поверхностях изделий с минимальным зазором. Зафиксированные детали нагревают до температуры 643-653К и выдерживают в течение 1,5-2,0 часов. Фторопластовое покрытие образуют за счет расширения расплава политетрафторэтилена, а необходимую толщину покрытия получают многократным повторением термообработки. Обеспечивается упрощение технологического процесса и расширение ассортимента покрываемых изделий. 4 ил.
Адгезионное соединение металла с пластмассой достигается следующими способами: наплавкой пластмассы; отверждением полимерного покрытия на металле; соединением с помощью адгезионного слоя клея. Наплавку на металлах полимерного слоя производят путем вихревого или газонаполненного напыления порошков. Кроме порошков таким способом можно наплавлять и пленки. Наиболее целесообразна прямая экструзия пленки на обработанный и подогретый металл. Прочность полученных таким способом соединений сталь — полиэтилен достигает 2-18 МПа, нержавеющая сталь — политетрафторэтилен — от 0,5 до 12 МПа (Ковачич Л. Склеивание металлов и пластмасс: пер. со словац. / Под ред. А.С.Фрейдина. — М.: Химия, 1985, с.172, 188-189).
Известны способы нанесения полимерных покрытий на металлические поверхности путем использования фторопластовых суспензий. Покрытия наносятся на очищенные и обезжиренные поверхности методами полива, окунания, пульверизации слоями, толщиной от 10 до 100 мкм в зависимости от свойств полимера или суспензионной среды. Сушка каждого слоя производится отдельно. После последнего сплавления детали и изделия с покрытием подвергаются термообработке, а затем медленно охлаждаются на воздухе, либо подвергаются закалке в воде для повышения эластичности и улучшения адгезии (Кацнельсон М.Ю., Балаев Г.А. Пластические массы: Свойства и определение: Справочник. — 3-е изд., перераб. — Л.: Химия, 1978. с.104-105).
Фторопластовые покрытия, получаемые известными способами, имеют слабое сцепление с основной поверхностью, так как ПТФЭ в силу его специфических особенностей обладает низкими адгезионными свойствами.
Наряду с получением таких покрытий разработаны способы получения тонкослойных полимерных слоев на металлической поверхности. Стремление к максимально возможному уменьшению толщины покрытий, прежде всего, объясняется тем, что многие физические явления протекают в тончайших покрытиях и пленках принципиально иначе, чем в массивных, и только в них можно наблюдать ряд специфических эффектов, например увеличение адгезионных свойств и др.
Известны способы формирования тонкого слоя на поверхности твердых тел из низкомолекулярных продуктов (мономеров) с последующей их полимеризацией под воздействием электронного, ультрафиолетового облучения, тлеющего разряда, катализаторов, или из активных фрагментов полимерных цепей при термическом, радиационном или механическом разрушении полимеров с последующей рекомбинацией их на модифицируемой поверхности (Металлополимерные материалы и изделия. Под ред. А.В.Белого. — М.: Химия, 1979. с.160-175). Данные способы можно применять и для получения фторопластовых тонкослойных покрытий на металлических поверхностях.
Однако известные способы имеют следующие недостатки: процессы трудоемки, энергоемки и требуют специального оборудования (вакуумного, газоплазменного и др.).
Техническим результатом изобретения является упрощение технологического процесса и расширение области применения тонкослойных фторопластовых покрытий на изделиях различного назначения.
Технический результат достигается тем, что в предложенном способе получения тонкослойного фторопластового покрытия на металлических изделиях, включающем предварительное изготовление заготовок (из фторопласта-4 или из фторопластовых композиций), фиксацию заготовок на металлических поверхностях с минимальным зазором и термообработку, отличающийся тем, что полимерное покрытие на металлической поверхности образуется за счет расширения расплава политетрафторэтилена, при температуре 643-653К и выдержке в течение 1,5-2,0 часов, а необходимая толщина покрытия достигается многократным повторением термообработки
Ниже приведены примеры осуществления заявляемого способа.
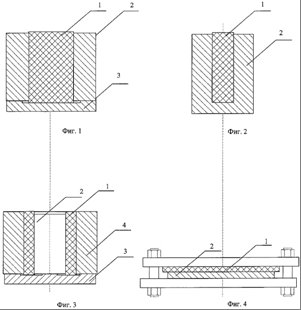
Пример 1. Необходимо нанести защитное покрытие на внутренней поверхности цилиндрической детали. По внутренним размерам детали изготавливается заготовка (поз.1) (фиг.1) из фторопласта-4, высотой на 3-4 мм больше высоты покрываемой детали. Увеличение высоты необходимо для получения качественного покрытия на кромках детали. Для получения защитного покрытия устанавливают заготовку в цилиндрическую деталь (поз.2) и подставку (поз.3) и проводят термообработку при 648±5К в течение 1,5-2 часов. За счет расширения расплава полимера создается необходимое давление и происходит адгезионный перенос полимера на металлическую поверхность. Охлаждение производят вместе с печью. Толщина получаемого полимерного покрытия находится в пределах 0,2-0,6 мкм. Необходимая толщина полимерного покрытия создается за счет многократного повторения данного процесса.
Пример 2. Необходимо получить износостойкое покрытие на цилиндрической поверхности глубокого глухого отверстия (поз.1) (фиг.2). По внутренним размерам детали изготавливается заготовка из фторопластовой композиции. Для получения износостойкого покрытия устанавливают заготовку (поз.2) в цилиндрическое отверстие и проводят термообработку при 648±5К в течение 1,5-2 часов. За счет расширения расплава полимера создается необходимое давление и происходит адгезионный перенос композита на металлическую поверхность. Толщина получаемого полимерного покрытия находится в пределах 0,2-0,6 мкм.
Пример 3. Необходимо получить защитное покрытие на наружной цилиндрической поверхности изделия. По наружному диаметру изделия (поз.2) (фиг.3) и по внутреннему диаметру оправки (поз.4) изготавливается заготовка из фторопласта-4 размером на 4-5 мм выше покрываемой детали. Увеличение высоты необходимо для получения качественного покрытия по верхней и нижней кромкам детали.
Для получения защитного покрытия устанавливают заготовку между цилиндрической деталью и ограничивающей оправкой и ставят на подставку (поз.3) (фиг.3), затем проводят термообработку при 648±5К в течение 1,5-2 часов. Толщина получаемого полимерного покрытия находится в пределах 0,2-0,6 мкм. Так как покрытие образуется не только на детали, но и на оправке, то можно вместо оправки использовать покрываемое изделие.
Пример 4. Необходимо получить антипригарное покрытие на плоской металлической поверхности. Предварительно изготавливается плоская фторопластовая пластина (поз.1) (фиг.4) толщиной 4-5 мм и размером на 2-3 мм шире покрываемой поверхности. Полимерная пластина устанавливается на покрываемую металлическую поверхность (поз.2) и фиксируется в оправке без зазора. Проводят термообработку при 648±5К в течение 1,5-2 часов. Толщина получаемого полимерного покрытия находится в пределах 0,2-0,6 мкм.
Изобретение может быть использовано не только в машиностроении, но и в микротехнике (компрессоры, охладители и т.д.), а также в аппаратуре и изделиях медицинского назначения (трансплантанты) в качестве защитных или износостойких покрытий на алюминии и титане.






