Содержание

Даже дети знают, что алюминий обычно вариться вольфрамовым электродом в среде аргона (TIG сварка). Но, то что люминьку можно сваривать полуавтоматом известно не всем.
Для такого процесса нужен мощный полуавтомат, с такой же протяжкой. Моя самоделка подходит по всем параметрам www.drive2.ru/l/288230376152884642/ . Кстати, уже пять лет без единой серьезной поломки этот агрегат трудится в моей мастерской, каждый день, на благо автомобилей клиентов, уничтожая иногда по 5 кг проволоки за 2 дня:)
Также желательная тефлоновая вставка в рукав, продается в сварочных магазинах, хотя я работаю без проблем без нее. Наконечник под алюминий берем на 0.2 мм больше чем диаметр проволоки. Если проволока 0,8 мм то наконечник нужно брать 1 мм, если проволока 1 мм тогда наконечник 1,2 и т. д. Либо купить специально наконечник под алюминиевую проволоку. Защитным газом для нашего вида сварки будет не углекислота или смесь а чистый аргон. Ну и как вы поняли сама проволока тоже должна быть из алюминия, хотя я видел попытки "умельцев" варить алюминий обычной стальной СВ08Г2С:).

Полуавтоматическая сварка, конечно, не дотягивает до ювелирности TIGa, но по продуктивности превосходит его намного. Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Например ремонт клапанной крышки от ВАЗ 2105, которую я специально для этой записи сначала повредил молотком заняла не более 3 мин.
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. Однако освоить этот сложный процесс может почти каждый желающий, затратив на это не так уж много времени и приложив к обучению свое старание и желание овладеть новыми полезными навыками.

Процесс сварки алюминия полуавтоматом
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.

Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
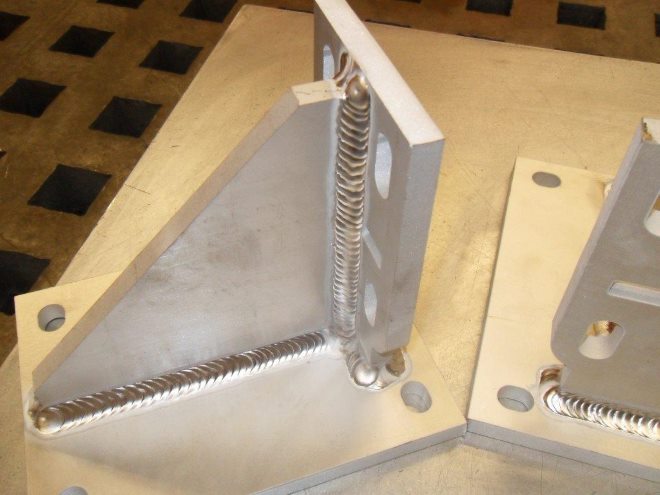
Качественно выполненное сварное соединение алюминиевых деталей
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Соблюдение вышеперечисленных условий выполнения полуавтоматической сварки деталей, изготовленных из алюминия и сплавов на основе данного металла, не гарантирует высокого качества формируемого соединения, если неправильно выбраны рабочие режимы такого технологического процесса.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
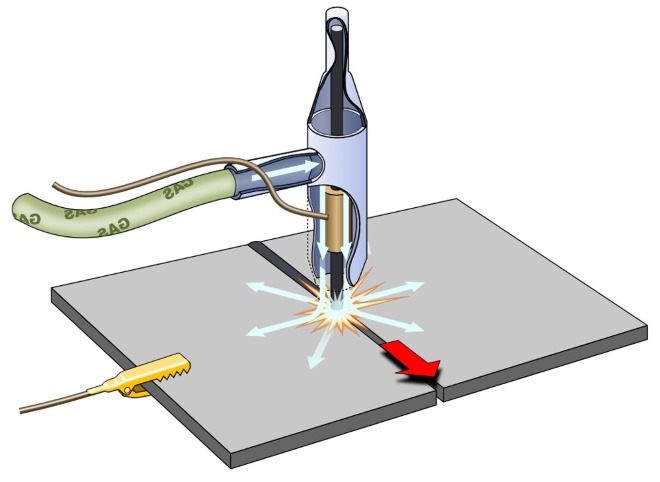
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
Уважаемые покупатели, в этой статье мы расскажем вам про сварку алюминия с помощью аппаратов полуавтоматической сварки. Этот вид сварки набирает невероятную популярность в России, в связи с тем, что на сварочном рынке стали появляться очень качественные инверторные аппараты полуавтоматической сварки. Если раньше люди прибегали к аргонодуговой сварке, то сейчас, для больших объемов все чаще используют полуавтоматы. Сварка TIG – это сварка профессионалов, нужен опыт, мастерство, постоянная практика. А вот полуавтоматом варить гораздо проще. Люди, приходящие к нам в офис, и пробующие варить алюминий, удивляются, как легко и быстро у них получается делать прочные швы.
В этом обзоре мы дадим некоторые советы начинающим сварщикам, которые сделают сварку алюминия еще проще.
Алюминий – пожалуй самый капризный металл.
Алюминий это не сталь, если вы умеете варить сталь, то сразу должны понять, что алюминий – это легкосплавный металл. Он требует прогрева вначале сварки, задержитесь на несколько секунд в начале сварки на одном месте, создайте ванну, позвольте металлу прогреться. Продолжайте вести горелку, алюминий очень быстро нагревается, если вы будете долго стоять на одном месте, то скорей всего произойдет проплавление металла. Все нужно делать оперативно. Вы быстро поймете это и подберете нужную скорость.
Какой ролик выбрать?
В подающем механизме вашего аппарата есть ролик, по которому идет проволока. Так вот, для алюминия нужно использовать специальный ролик. Он так и называется – ролик для алюминия. В отличии от ролика для стальной проволоки, имеющего V образную канавку, ролик для алюминиевой проволоки имеет U образную канавку. Это нужно для того, чтобы проволока во время движения не царапалась, а скользила по ролику. Если проволока будет царапаться, у вас могут возникнуть некоторые трудности при сварке.
Направляющий канал.
В рукаве вашей горелки есть направляющий канал, по которому идет проволока. Канал лучше установить специальный, тефлоновый. Он внутри очень гладкий, проволока идет по нему и не царапается.
Какой токопроводящий наконечник выбрать для сварки алюминия?
В принципе подойдет любой медный наконечник, но желательно если он будет сделан по технологии протяжки, а не сверления. Все это для того, чтобы проволока не царапалась. В нашем интернет-магазине мы продаем наконечники фирмы Innotec, произведенные по заказу группы компаний Сварог. Они отличные и никаких нареканий мы никогда не получали от наших клиентов.
Также хотим обратить особое внимание на диаметр наконечника. Алюминиевая проволока очень быстро нагревается и расширяется. Если вы установили проволоку диаметром 0.8 мм, установите в горелку наконечник 1.0 мм. На 1 размер больше чем проволока. Тогда проволока не будет залипать в наконечники, скручиваться, тормозить, а будет легко выходить из него и подаваться на свариваемый металл.
Некоторые особенности настройки подающего механизма.
Не затягивайте ручку подающего механизма слишком туго, как вы делаете со стальной проволокой. Прижмите ручку плотно, но не дотягивайте ее до упора. Алюминиевая проволока не любит избыточного давления, так как она очень мягкая и может деформироваться.
Итоги.
Вот пожалуй основные моменты при работе с алюминием. Если вы еще не определились с выбором аппарата, мы можем основываясь на нашем многолетнем опыте порекомендовать вам две модели. Наш интернет-магазин продал сотни таких аппаратов и считает, что на данный момент это лучшее соотношение цены и качества. Triton и Сварог – это лидеры на рынке сварочного оборудования. Разработки созданные этими заводами (TOP WELD и JASIC) позволяют сварщикам без особых трудностей добиваться желаемого результата.
Если вы хотите протестировать оборудование, звоните к нам офис и мы устроим вам демонстрацию на сварочном стенде.






