Содержание
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью. Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.

Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях. Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.

Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
Многие из таких изделий, не отличающихся большими габаритами и сложностью форм, можно изготавливать из бронзы и латуни не только в производственных, но и в домашних условиях.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.

Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Следующим этапом после создания точной модели будущего изделия из бронзы является изготовление литейной формы. Для этого используются специальные приспособления и инвентарь, а основными материалами, которые применяются в этом случае, являются формовочные смеси, созданные на базе глины и тщательно очищенного кварцевого песка.

Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.

Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Познавательно видео о достоинствах и особенностях художественного литья из бронзы.
Тонкости технологии
Для того чтобы выполнить художественное литье из бронзы или изготовить из данного сплава изделие практического назначения, необходимо в первую очередь получить расплавленный металл. Для плавки металла применяются различные типы печей: индукционные, дуговые, пламенные и др. В самом простейшем варианте (при выполнении литья в домашних условиях) для плавки бронзы можно использовать и обычную газовую горелку, расположив ее под специальной емкостью для расплава.
Возможностей небольших печей, которые можно изготовить и самостоятельно, вполне хватает для того, чтобы выполнять в них плавку цветных металлов и их сплавов, к числу которых также относятся латунь и бронза.

Для расплава небольшого количества бронзы нужен огнеупорный кирпич и газовая горелка
Важнейшим этапом литья из бронзы является заполнение расплавленным металлом литейной формы. Несмотря на что, что такая заливка длится всего 1–2 минуты, правильность ее выполнения напрямую влияет на качественные характеристики готового изделия. Итогом неправильно выполненной заливки могут стать такие дефекты, как:

На этих бронзовых отливках раковины образовались вследствие плохой очистки тиглей перед заливкой
При литье латунных и бронзовых изделий небольшого размера разливка расплавленного металла осуществляется не из самого тигля, в котором он нагревался, а при помощи специального приспособления, используемого в качестве ручного ковша или ложки.
Металлу, который уже залит в литейную форму, необходимо дать остыть до требуемой температуры, которая, в зависимости от марки используемого сплава, может варьироваться. Порядок извлечения готового изделия из формы зависит от того, какого она типа – одноразовая или многоразовая. В первом случае ее просто разбивают молотком, а отливку извлекают при помощи клещей. Многоразовые формы, соответственно, разбивать не надо: их просто размыкают по соединяемой поверхности и аккуратно извлекают из них отливку.
Только что извлеченную отливку необходимо доработать. Заключается такая доработка в том, что с поверхности изделия удаляются литники, выпоры, прибыли и заливы, образовавшиеся в процессе выполнения литья. Такая операция, которую можно выполнять при помощи различного механического инструмента, называется обрубкой.
Придание отлитому изделию привлекательного внешнего вида
Изделие, которое только что извлекли из литейной формы, выглядит достаточно непрезентабельно. На его поверхности может остаться пригоревшая формовочная смесь и обнаруживаются другие поверхностные дефекты. Первым этапом приведения отлитого из бронзы предмета в нормальное состояние является его очистка. Для выполнения такой процедуры используются металлические щетки или шлифовальные машинки (в качестве рабочего органа на них устанавливается проволочный круг).
Несмотря на то, что латунь и бронза отличаются хорошей текучестью и при выполнении литья хорошо заполняют все углубления в форме, получить на готовом изделии тонкий рисунок практически невозможно. Чтобы сформировать подобный рисунок, используют такую доводочную операцию, как чеканка. Она выполняется при помощи специального инструмента. В зависимости от сложности и тонкости рисунка, который необходимо сформировать на поверхности отлитого из бронзы изделия, операция чеканки может занимать различное количество времени.

Ручная чеканка бронзовой статуэтки
Следует иметь в виду, что чеканка – это самый творческий этап процедуры литья, от качества и тщательности ее выполнения напрямую зависит то, как в конечном итоге будет выглядеть изделие. Именно поэтому подходить к выполнению такой операции следует очень ответственно и с максимальной аккуратностью.
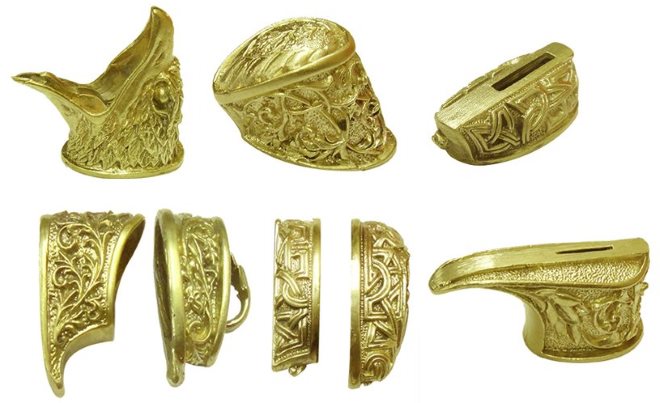
В зависимости от задумки мастера, выполняющего литье из бронзы или латуни, а также от требований к декоративности, поверхность отливки может покрываться искусственной патиной, позолотой, серебром, слоем никеля или хрома. Предметы, которые имеют сложную конструкцию, часто отливают не целиком, а отдельными частями, которые затем необходимо правильно соединить. Выполняется такое соединение при помощи специальных замков, изначально предусмотренных в конструкции. Для того чтобы не перепутать такие замки и правильно сопоставить их элементы друг с другом, их часто маркируют.
Литье по центробежной технологии
Для производства в заводских условиях изделий из бронзы, к износостойкости которых предъявляются повышенные требования, часто используется такая технология, как центробежное литье. С ее помощью выполняют литье изделий из бронзы, используемых в машиностроении и других отраслях промышленности. Сюда, в частности, относятся:
- шестерни;
- элементы червячных соединений;
- втулки различного назначения;
- обечайки;
- втулки;
- кольца;
- вкладыши и др.
Технология центробежного литья предполагает, что расплавленная бронза заполняет форму не под действием собственного веса, а под влиянием центробежных сил. Литейные формы помещаются в специальное оборудование. В зависимости от того, в какой плоскости происходит вращение литейных форм, установленных в такое оборудование, оно может быть вертикального или горизонтального типа.
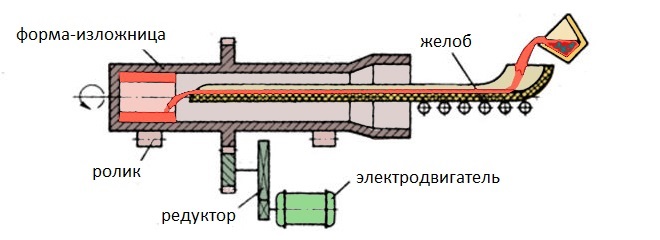
Схема центробежного литья
Оборудование любого типа, используемое для выполнения литья из бронзы по центробежной технологии, имеет следующие конструктивные элементы:
- тигель, в котором происходит плавка металла;
- желоб, по которому расплавленный металл подается в литейные формы;
- изложница;
- электродвигатель, который используется в качестве главного привода и обеспечивает вращение форм;
- элементы привода: шкивы, валы, клиноременная передача.
Благодаря особенностям данной технологии, с ее помощью можно выполнять качественное литье изделий из бронзы, отличающихся даже очень сложной конфигурацией. За счет задействования центробежных сил, которые прижимают расплавленный металл к стенкам литейной формы, поверхность отливки отличается повышенной плотностью и, соответственно, высокой износостойкостью.
Естественно, что выполнять литье по такой технологии можно только в производственных условиях и при изготовлении деталей большими сериями, так как в единичном производстве такой метод экономически нецелесообразен.
Бронза – медный сплав, легированный оловом, алюминием, свинцом и другими элементами. Медь, легированная цинком – это латунь, а никелем – мельхиор. Одним из способов получения бронзовых изделий является литье. Расплавленный металл заливают в форму, где он застывает.

Классификация
Бронзовые сплавы по составу делятся на:
Как понятно из названия, имеется в виду наличие или отсутствие в них олова. Вторые бывают алюминиевыми, кремнистыми, бериллиевыми и другими, в зависимости от главного легирующего компонента.
Добавки по-разному влияют на качество сплава:
- Олово – придает прочность, улучшает антифрикционные свойства. Большое количество олова охрупчивает металл.
- Бериллий – хорошо упрочняет материал, он сравним по свойствам со сталью.
- Свинец – улучшает коррозионную стойкость.
- Алюминий – снова стойкость к коррозии и антифрикционные качества.
- Железо – улучшает структуру и прочностные свойства.
По технологическим свойствам бронзы разделены на:
- Обрабатываемые давлением (деформируемые) – хорошо штампуются, куются.
- Литейные.
Маркировка
Принцип маркировки такой:
- Пишут буквы Бр (означает «бронза»).
- Пишут буквы, обозначающие легирующие элементы:

- Пишут цифры, обозначающие количество каждого элемента в процентах. Для деформируемых бронз цифры пишут в конце маркировки в том же порядке, что и буквы.
Для литейных цифру пишут после каждого легирующего компонента. Например:
БрОФ10-1 – деформируемая бронза. Олова примерно 10%, а фосфора 1%, остальное – медь. Или:
БрА10Ж3 – литейная бронза, где алюминия 10%, железа 3%, остальное – медь.
Могут быть и другие примеси, но их количество незначительно.
Температура плавления
В таблице приведена температура плавления бронзы некоторых марок, а также температура заливки. Из таблицы видно, что температуры плавления и литья у материалов не совпадают. Это связано с тем, что бронза – вязкий материал. Его нужно расплавить, затем хорошо нагреть перед заливкой, чтобы достичь максимальной текучести расплава.

Можно ли отливать бронзу дома
Хорошая новость – этот металл растопить можно не только в промышленных условиях, но и в домашних. Правда «дома» – понятие относительное. Лить у себя на кухне не получится. Нужно, как минимум отдельное помещение с хорошей вентиляцией. Это для небольших вещей, например, мелкого художественного литья. Для крупных деталей понадобится гараж или ангар.
У бронзы малая усадка – менее 1%, из нее изготавливают точные отливки. Но в любом случае достичь промышленного качества литья не получится. И главное – нужно соблюдать меры предосторожности и пожарной безопасности! О них речь пойдет в конце статьи.
В качестве сырья используют бронзовый лом, можно переплавить своими руками детали сантехники. Промышленность выпускает металл в слитках.
Как сделать форму для литья
Материал для формы (оснастки) в непромышленных условиях – песчаная или глиняная смесь (литье в «землю») и гипс.
Примеры смесей для литья в «землю»:
- песок, глина, каменноугольная пыль в соотношении 75% – 20% – 5%.
- глина, шамотный кирпич, тонкие древесные опилки, соотношение 40% – 40% – 20%.
Компоненты смешивают до получения однородной консистенции.
Также может использоваться модель изделия из дерева либо другого материала. Также это может быть готовая деталь, образец.
Приспособление для подготовки песчаной оснастки – опока. Она состоит из двух ящиков без крышки, обычно деревянных. Нижний – с дном, верхний – без дна (по сути, рама). Части опоки имеют центрирующие элементы для их точного расположения относительно друг друга. Они иногда скрепляются между собой фиксаторами.

Оснастку изготавливают так:
- Перед работой поверхность опок и образец изделия присыпают тальком.
- В нижний ящик насыпают песчаную смесь до края и трамбуют.
- Модель детали кладут в опоку на землю и вжимают.
- На нижний ящик опоки кладут верхнюю раму.
- На модель крепят усеченный конус узкой частью к изделию. Это модель литника, через него зальют расплав. Желательно, чтобы место расположения литника было самой толстой частью изделия. Нужно учитывать, что на готовой детали в месте заливки могут быть дефекты.
- Верхнюю опоку заполняют доверху смесью. Снова трамбуют.
- Достают из песка модель литника.
- Острым тонким предметом разъединяют верхнюю и нижнюю половины, обозначая линию разъема. Верхнюю опоку с песчаной массой в ней снимают, изделие осторожно вынимают из песка.
- Части формы сушат и вновь соединяют.
Линию разъема выбирают так, чтобы деталь вынималось из оснастки, не повредив ее. Кроме того, иногда в части изделия, противоположной литнику, делают «воздушник». Это такое же отверстие в оснастке, как и литник. Через него в процессе заливки воздух выходит из полости.
Заливка металла
Для того чтобы расплавлять материал понадобится:
- Плавильная муфельная печь, желательно с регулятором нагрева. Для крупных отливок нужен горн. Иногда материал плавят автогеном, паяльной лампой, газовой или бензиновой горелкой.
- Тигель – стальная, чугунная или шамотная (из огнеупорной глины) емкость для плавки, желательно с носиком.
- Щипцы и крюк для извлечения горячего тигля из печи и других манипуляций.
- Литейная форма. Как ее подготовить к работе, описано ниже.
- Флюс. Нужен для предохранения сплава от окисления воздухом. Древесный уголь, бура.
- Топливо для горна, например, тот же древесный уголь.
- Керамическая или березовая палочка для перемешивания расплава.
Технология литья
- Куски сырья кладут в тигель и нагревают в печи до нужной температуры (на 50-100˚ Цельсия выше температуры заливки) и выдерживают 4-5 минут. Перегрев нежелателен, так как некоторые компоненты сплава могут гореть при высоких температурах. До заливки расплав несколько раз перемешивают палочкой. Плавку ведут под слоем флюса. Он изолирует металл от воздуха и не дает окисляться.
- Тигель с жидким металлом вынимают из печи с помощью крюка и щипцов. Обязательно ложкой снимают шлак с поверхности расплава.
- Тонкой непрерывной струей аккуратно заливают материал в полость оснастки через специальное отверстие (литник).
- Когда металл остыл, затвердевшее изделие вынимают. Иногда плавильную форму размыкают и деталь выбивают оттуда либо разрушают оснастку, если она одноразовая.
Если деталь сложная по геометрии или очень маленькая, расплав может выдавливать не весь воздух из полости, и на детали возникают дефекты. В этом случае используют центробежное литье. Оснастку устанавливают во вращающуюся центрифугу. Под действием центробежной силы жидкий металл равномерно распределяется по полости формы. Привод центрифуги бывает ручной или электрический.

Подготовка формы
Перед работой форму прогревают. Печь греют до 500-600˚С, помещают туда оснастку и повышают температуру в печи до 900˚С. Прокаливают в течение 2-5 часов. Время зависит от размера формы. Затем ее достают и остужают до 500-600˚С. После этого можно лить металл.
Изготовление отливок высокого качества
Можно получить изделия более высокого качества, чем при литье в землю. Для этого применяют литье по выплавляемым моделям.
Оснастку изготавливают из гипса. Она одноразовая, разрушаемая. Чтобы сделать форму, нужна модель изделия из воска, парафина или другого легкоплавкого материала. Этот материал должен быть легче воды. Далее будет сказано, почему это важно.
Изготавливают восковую модель также литьем в гипсовую оснастку. Модели сложной конфигурации делают из нескольких частей. А гипсовую оснастку для модели делают по оригиналу изделия либо его модели аналогично оснастке из песка. Получается цепочка: оригинал изделия – гипсовая форма для восковой модели – модель – гипсовая форма для металла – готовое изделие.
Когда оснастка для изделия готова, восковую модель из нее выплавляют, погружая форму в горячую воду или просто нагревая. Расплавившийся воск вытекает из полости через то же отверстие, куда потом зальют металл. Именно поэтому материал модели должен быть легче воды – чтобы при выплавке в воде он поднимался на поверхность.
Ознакомиться с процессом можно по инструкции в приведенном видео.
Меры предосторожности
Чтобы лить бронзу в непромышленных условиях, нужно отдельное помещение с принудительной вентиляцией. Для мелких деталей подойдет комната, для больших нужен гараж или ангар.
Пол в мастерской делают из негорючего материала. Обязательно устанавливают рабочий огнетушитель. В мастерской запрещено хранить легковоспламеняющиеся вещества.
Работать следует в специальной одежде, в перчатках, маске и респираторе. Некоторые материалы при плавке выделяют вредные вещества. Особенно осторожным следует быть, переплавляя старинный металл, так как при нагревании он иногда выделяет мышьяк.
Состав работы:
1. Приготовление формовочной смеси — сушка, размол, просеивание.
2. Набивка опок формовочной смесью, изготовление форм, пропиливание, устройство литников и сушка форм.
3. Плавка металла в горне, в тиглях и наливка форм.
4. Выколотка отливок после остывания из опок.
5. Обрубка литников и наплывов.
А. Простые детали
Норма на измерители указаны в таблице






