Содержание


Решил тут сделать аппарат для точечной сварки.
Из подручных материалов. не хватило толстого медного электрода, но результат всё равно неплохой. Приварил лезвие ножа к болту. Одной точкой. Достаточно крепко получилось.
А может у кого есть опыт? Кто знает надежные способы изготовления точечной сварки?

Смотрите также
Комментарии 15

У меня дед 2 станка делал для точечной сварки, один из которых до сих пор тусуется в гараже.
Тороидальный транс с несколькими выводами ВН обмотки для точной регулировки тока (сам мотал).
Коммутация — по 220В, выключатель-педаль.
Подвижный электрод — медный цилиндр сведённый на конус, примерно 25мм в диаметре.
Неподвижный — в более мощном — медная пластина 6мм толщиной, на ней медный цилиндр примерно 40мм диаметром и 50 высотой. В менее мощном — латунная шайба по размеру нормальной хоккейной.
Варил нержавейку 0,5-2мм без всяких обезжириваний. Менее мощный 2мм не осиливал уже. Даже медь тонкую варил для прикола, не успевала пришквариться к электродам ) Ну и держалась как-то хреново, в отличие от нержавейки.
Да я уже понял что медь не так просто варить, а нужно было собственно для неё. 🙁
Жесть варится без проблем, на моем "аппарате", сверлом вместо наконечника 🙂 Сегодня купил медный наконечник — так вообще прекрасно.
Будем теперь городить электросварку для меди…

Какие медные детали? Свариваю в электромонтаже кабеля, максимум варил скрутку 4х10 кв.мм. капля получается нормальная. Самодельный трансформатор где то 350-400 Вт мощности, вольтаж не помню — 12 или 24В, графитовый электрод из сердечника батарейки.
Да я уже понял что медь не так просто варить, а нужно было собственно для неё. 🙁
Жесть варится без проблем, на моем "аппарате", сверлом вместо наконечника 🙂 Сегодня купил медный наконечник — так вообще прекрасно.
Будем теперь городить электросварку для меди…
Слушай, а есть же мода сваривать угольным электродом провода в распаечных коробках. Достаточно отработанная технология, на Youtube роликов куча.

 Точечная сварка, благодаря появлению компактных ручных аппаратов типа BlueWeldPlus, становится популярной не только при промышленных масштабах применения, но и в быту. Слабым местом такой технологии являются электроды для контактной сварки: их низкая стойкость во многих случаях отпугивает потребителя.
Точечная сварка, благодаря появлению компактных ручных аппаратов типа BlueWeldPlus, становится популярной не только при промышленных масштабах применения, но и в быту. Слабым местом такой технологии являются электроды для контактной сварки: их низкая стойкость во многих случаях отпугивает потребителя.
Причины недолговечности электродов контактной электросварки
Процесс контактной сварки состоит из следующих стадий:
- Предварительной подготовки поверхности соединяемых деталей – она должна быть непросто очищена от загрязнений и окислов, но и очень ровной, чтобы исключить неравномерность возникающего напряжения электрического поля.
- Ручного или механического прижима свариваемых изделий – с увеличением усилия прижима растут интенсивность диффузии и механическая прочность сварного шва.
- Локального расплавления металлов в зоне прижима теплом электрического тока, в результате чего формируется сварочное соединение. Прижим электродов на этой стадии препятствует образованию сварочных брызг.
- Отключения тока и постепенного остывания сварного шва.

Таким образом, материал электродов для контактной сварки претерпевает не только значительные термические напряжения, но и механические нагрузки. Поэтому к нему предъявляется ряд требований – высокая электропроводность, высокая термическая стойкость (в том числе – и от постоянных колебаний температуры), повышенные значения предела прочности на сжатие, малый коэффициент теплоёмкости. Таким комплексом свойств обладает ограниченное число металлов. В первую очередь – это медь, и сплавы на её основе, однако и они не всегда удовлетворяют производственным требованиям.
В связи с постоянным повышением энергетических характеристик производимых сварочными клещями для точечной сварки многие торговые марки ориентируют потребителя на применение только «своих», фирменных электродов, что не всегда соблюдается. В результате снижается качество сварных швов, получаемых по такой технологии, подрывается доверие к самому процессу контактной электросварки.
Преодоление указанных проблем производится двумя путями: совершенствованием видов и конструкций сварочных электродов для точечной сварки, и разработкой новых материалов, используемых для изготовления таких электродов. Для частных пользователей имеет значение также и цена вопроса.
Материалы электродов
Согласно ГОСТ 2601, критерием качества готового шва является его прочность на разрыв или сдвиг. Она зависит от интенсивности тепловой мощности в зоне электрического разряда, а потому связывается в первую очередь с теплофизическими характеристиками материала электродов.
Использование медных электродов малоэффективно по двум причинам. Во-первых, медь, являясь высокопластичным металлом, не обладает достаточной упругостью, чтобы в период между рабочими циклами полностью восстановить геометрическую форму электродов. Во-вторых, медь весьма дефицитна, а частая замена электродов обуславливает и высокие финансовые затраты.
Попытки использовать более твёрдую, упрочнённую медь успеха не имеют: для нагартованного материала параллельно с повышением твёрдости снижается температура рекристаллизации, поэтому с каждым рабочим циклом износ рабочего торца электрода для контактной сварки будет возрастать. Поэтому практическое применение получили медные сплавы с добавлением ряда других металлов. В частности, введение в медный сплав кадмия, бериллия, магния, цинка и алюминия мало изменяет показатель теплопроводности, зато улучшает твёрдость при нагреве. Стойкость электрода от динамических тепловых нагрузок увеличивают железо, никель, хром и кремний.
При подборе оптимального материала сварочных электродов для контактной сварки ориентируются на показатель удельной электропроводности сплава. Чем меньше он будет отличаться (в меньшую сторону) от электропроводности чистой меди – 0,0172 Ом·мм 2 /м, тем лучше.
Наиболее эффективную стойкость против износа и деформации показывают сплавы, в состав которых входят кадмий (0,9…1,2%), магний (0,1…0,9%) и бор (0,02…0,03%).

Выбор материала для электродов точечной сварки зависит также и от конкретных задач процесса. Можно выделить три группы:
- Электроды, предназначенные для проведения контактной сварки в жёстких условиях (непрерывное чередование циклов, поверхностные температуры до 450…500ºС). Их изготавливают из бронз, содержащих хром и цирконий (Бр.Х, Бр.ХЦр 0,6-0,05. В эту же группу включают никель- кремнистые бронзы (Бр.КН1-4), а также бронзы, дополнительно легированные титаном и бериллием (Бр.НТБ), используемые для точечной сварки нержавеющих и жаропрочных сталей и сплавов.
- Электроды, применяемые при контактных температурах на поверхности до 250…300ºС (сварка обычных углеродистых и низколегированных сталей, медных и алюминиевых изделий). Их производят из медных сплавов марок МС и МК.
- Электроды для относительно лёгких режимов эксплуатации (поверхностные температуры до 120…200ºС). В качестве материалов применяется кадмиевая бронза Бр.Кд1, хромистая бронза Бр.Х08, кремненикелевая бронза Бр.НК и др. Такие электроды могут использоваться также и для роликовой контактной электросварки.
Следует отметить, что по убыванию удельной электропроводности (по отношению к чистой меди) эти материалы располагаются в следующей последовательности: Бр.ХЦр 0,6-0,05→МС→МК→Бр.Х→Бр.Х08→Бр.НТБ→Бр.НК →Бр.Кд1→Бр.КН1-4. В частности, разогрев до требуемой температуры электрода, изготовленного из бронзы Бр.ХЦр 0,6-0,05 произойдёт примерно вдвое быстрее, чем полученного из бронзы Бр.КН1-4.
Конструкции электродов
Наименее стойким местом электрода является его сферическая рабочая часть. Электрод бракуется, если увеличение размеров торца превышает 20% от первичных размеров. Конструкция электродов определяется конфигурацией свариваемой поверхности. Различают следующие исполнения инструмента
- С цилиндрической рабочей частью и конической посадочной частью.
- С коническими посадочной и рабочей частью, и переходным цилиндрическим участком.
- Со сферическим рабочим торцом.
- Со скошенным рабочим торцом.
Кроме того, электроды могут быть сплошными и составными.

При самостоятельном изготовлении (либо перезаточке) рекомендуется выдерживать следующие соотношения размеров, при которых инструмент будет обладать максимальной стойкостью:
- Для расчёта диаметра электрода d пользуются зависимостью Р = (3…4)d 2 , где Р – фактически необходимое сжатие электродов при проведении процесса контактной электросварки. В свою очередь, рекомендуемые значения давления осадки, при котором получаются наиболее качественные соединения, составляет 2,5…4,0 кг/мм 2 площади получаемого сварного шва;
- Для электродов с конической рабочей частью оптимальный угол конусности варьируется от 1:10 (для инструмента с диаметром рабочей части до 30…32 мм) до 1:5 – в противоположном случае;
- Выбор угла конуса определяется также и наибольшим усилием сжатия: при максимальных усилиях рекомендуется принимать конусность 1:10, как обеспечивающую повышенную продольную стойкость электрода.
Основные формы электродов для контактной сварки устанавливает ГОСТ 14111, поэтому, применяя те или иные соотношения размеров, следует учитывать размеры посадочного пространства под инструмент для конкретной модели машины контактной сварки.

Значительную экономию материала даёт применение составных конструкций. При этом для изготовления корпуса применяют материалы с высокими значениями электропроводности, а съёмную рабочую часть изготавливают из сплавов с высокой твёрдостью и износостойкостью (в том числе и термической). В частности, подобным сочетанием свойств обладают металлокерамические сплавы от швейцарской фирмы АМРСО марок A1W или A1WC, содержащие 56% вольфрама и 44% меди. Их электропроводность достигает 60% от электропроводности чистой меди, что определяет малые потери на нагрев при выполнении сварки. Рекомендуемым материалом могут быть и бронзовые сплавы с добавками хрома и циркония, а также вольфрам.
Электроды для контактной сварки лёгких сплавов, где не требуется значительного усилия прижима, выполняют со сферической рабочей частью, а для контактных губок аппаратов точечной электросварки целесообразно применять кремнистые бронзы.
Механические характеристики электродов должны находиться в следующих пределах:
- Твёрдость по Бринеллю, НВ – 1400…2600;
- Модуль Юнга, ГПа – 80…140;
- Предельный изгибающий момент, кгсм – не ниже 750…800.
Конструкции электродов всегда должны быть полыми, для обеспечения эффективного охлаждения.
Данная таблица наглядно показывает важность обслуживания электродов. Это важно не только для сохранения качества сварного соединения, которое имеет первостепенное значение, но и для снижения лишней нагрузки на сварочное оборудование. После изучения табличных данных вы сможете сделать собственные выводы.
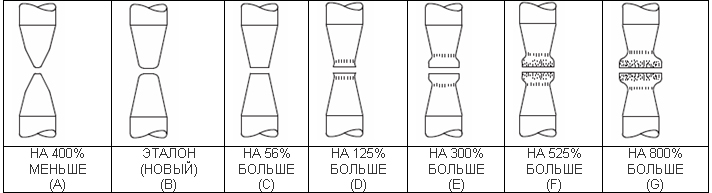

ТРЕБУЕМАЯ СИЛА ТОКА, А

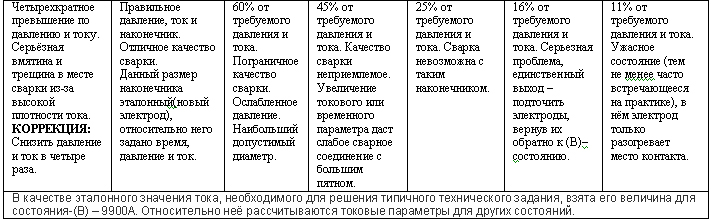
ПРАВИЛЬНОЕ ОБСЛУЖИВАНИЕ ЭЛЕКТРОДОВ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ И РЕЛЬЕФНОЙ СВАРКИ
Электроды для рельефной сварки
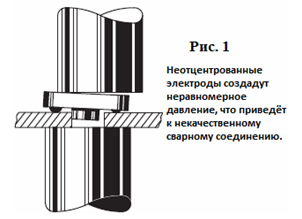
Для обеспечения точного выравнивания, необходимого для хорошего контакта и качества сварных соединений, электроды для рельефной сварки должны быть расположены прямо на центральной линии приложения давления. В дополнение к появлению некачественных сварных соединений недостаточная центровка электродов может привести к повреждению их поверхностей [рис. 1].
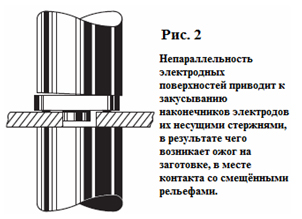
Другой серьёзной причиной плохой сварки является непараллельность поверхностей электродов. Она влечёт за собой неравномерное давление на электродах, что приводит к выплёскиванию расплавленного металла из области сварки во время сварочного цикла. В том случае, если сварка пошла через несущую часть электрода, повреждаются рельефы, и может сгореть изоляция. Кроме того, непараллельность приводит к закусыванию наконечников электродов их несущими частями во время сварки, в результате чего возникает ожог на заготовке в месте контакта со смещёнными рельефами, и возможен сдвиг относительно ответных частей сварочной оснастки [рис. 2].
Рекомендации по обслуживанию
СЛЕДУЕТ
. держать запас электродов на станке, чтобы минимизировать простои из-за замены электрода,
. подтачивать электроды на токарном станке,
. использовать специальный 3 класс меди для наконечников электродов.
НЕ СЛЕДУЕТ
. подпиливать электроды (неровная поверхность приведет либо к частичной сварке, либо к выплеску металла из сварочной зоны),
. хранить электроды в местах, где возможно повреждение их поверхностей,
. использовать разводной ключ для снятия электродов.
Электроды для точечной сварки
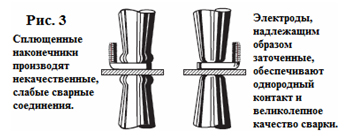
При контактной точечной сварке тепловая концентрация зависит от размеров и формы наконечников электродов. Сварка осуществляется по всей площади под наконечником электрода, через который проходит ток. Наконечники небольших диаметров электродов для точечной сварки разрушаются или стачиваются гораздо быстрее своих собратьев по рельефной сварке, и, следовательно, их необходимо регулярно подтачивать, чтобы поддерживать правильный контакт [рис. 3].
Рекомендации по обслуживанию
СЛЕДУЕТ
. держать запас электродов на станке,
. периодически подтачивать электроды на специализированном станке,
. менять диаметра наконечников при работе с разными толщинами свариваемого металла.
НЕ СЛЕДУЕТ
. подпиливать электроды (неровная поверхность приведет к непроварам),
. хранить электроды в местах, где возможно повреждение их поверхностей,
. использовать разводной ключ для снятия электродов.
1. Для обеспечения идеального выравнивания, поверхности и оси электродов должны быть параллельны. Это может быть проверено путем вставки между электродами куска угля и листа чистой белой бумаги и запуска электродов в тестовом режиме. Получившийся на бумаге отпечаток покажет размер и однородность плоскости контакта между двумя поверхностями.
2. Используйте водяную рубашку в случае необходимости и располагайте её как можно ближе к сварочной поверхности.
3. Держите свариваемый материал чистым: без масла, пленки, грязи и других посторонних веществ.
4. Следуйте предписанной технологической процедуре сварки.
СВАРОЧНЫЕ ЭЛЕКТРОДЫ И ДЕРЖАТЕЛИ
| РЕКОМЕНДУЕТСЯ | ВОСПРЕЩАЕТСЯ |
| 1. Используйте электроды из материала, подходящего для вашей задачи. |
2. Используйте стандартные электроды везде, где это возможно.
3. Используйте наконечники оптимального диаметра для заданной толщины свариваемых материалов.
4. Использование прозрачные шланги, чтобы постоянно контролировать ток воды через электроды.
5. Подключите шланг подачи воды к соответствующему входу на держателе для того, чтобы вода сначала поступала в центральную охлаждающую трубу.
6. Охлаждайте электроды водой, текущей со скоростью не менее 7 литров в минуту через каждый наконечник.
7. Убедитесь, что внутренняя трубка системы охлаждения держателя вставлена в отверстие для воды на наконечнике на глубину до 6мм.
8. Отрегулируйте внутреннюю трубку системы охлаждения держателя по высоте при переходе на наконечник другой длины.
9. Убедитесь, что верхний конец трубки системы охлаждения держателя обрезан под углом, не вызывающим заедание наконечника и перекрытие подачи воды.
10. Нанесите тонким слоем специальную смазку на стержень наконечника до вставки в держатель, чтобы легче было его вытаскивать.
11. Используйте держатели эжекторного типа для легкого извлечения наконечников и чтобы избежать повреждений стержней наконечников.
12. Держите наконечник и держатель чистыми, гладкими и свободными от посторонних субстанций.
13. Подтачивайте электроды точечной сварки достаточно часто для сохранения качества сварки.
14. Подтачивайте электроды на токарном станке до первоначальной формы по мере возможности.
15. Используйте кусок кожи или резиновый молоток при выравнивании держателя или наконечника.
16. Подавайте охлаждающую жидкость с обеих сторон диска при шовной сварке.
17. Используйте специально разработанные накаточные диски для поддержания надлежащей формы дискового электрода для шовной сварки.
2. Избегайте специальных, офсетных или нестандартных наконечников, когда работу можно выполнить с помощью стандартного прямого наконечника.
3. Не используйте маленькие наконечники для сварочных работ с тяжёлыми большими заготовками и наоборот.
4. Не забудьте включить подачу охлаждающей воды на полную мощность прежде, чем начать сварку.
5. Никогда не используйте шланг, который неплотно садится на сосок подачи воды на держателе.
6. Не допускайте протечек, засорения или повреждения водяной оснастки.
7. Избегайте использования держателей с текущими или деформированными трубками.
8. Никогда не используйте держатели электродов, которые не имеют регулируемых внутренних трубок системы охлаждения.
9. Не давайте трубке закупориться из-за накопления примесей. Несколько капель масла с разумной периодичностью помогут сохранить трубку рабочей.
10. Не позволяйте электродам оставаться без дела в держателях на длительные промежутки времени.
11. Не используйте разводные ключи или аналогичные инструменты для извлечения электродов.
12. Избегайте использования свинцовых белил или подобных соединений для герметизации протечки переходников.
13. Никогда не позволяйте наконечнику электрода точечной сварки сплющиться до такой степени, что подточка станет затруднительной.
14. Никогда не используйте грубые диски для подточки электродов.
15. Не бейте по держателю или наконечнику стальным молотком при выравнивании оснастки.
16. Избегайте в шовной сварке использования дисков слишком тонких для данной тепловой или физической нагрузки.






